13 Красочные аппараты
Предназначены для нанесения дозированным слоем вязкой или жидкой краски на печатную форму.
Красочные аппараты для машин высокой и плоской печати построены по общему принципу – отделения тонкого равномерного слоя краски от общей массы – и носят название красочные аппараты для вязких красок. Вязкость применяемых в них красок имеет широкий диапазон – от 1,4 до 26 Па·с. Наименее вязкие краски применяют в быстроходных газетных агрегатах высокой печати, наиболее вязкие – в листовых ротационных машинах офсетной плоской печати (цветные краски).
В машинах глубокой печати используют аппараты для жидких красок, их вязкость составляет около 0,1 Па·с.
В машинах плоской печати перед красочным аппаратом по ходу движения формы устанавливается увлажняющий аппарат для закатывания пробельных элементов формы увлажняющим раствором, предохраняющим гидрофильные участки от взаимодействия с краской. В некоторых моделях машин увлажняющий аппарат объединяют с красочным.
Назначение красочных аппаратов для вязких красок – стабильно в течение всего времени печатания тиража наносить на каждый печатающий элемент формы равномерный слой краски. Толщина наносимого слоя для разных случаев может составлять от 4 до 10 мкм. Отклонения по толщине красочного слоя не должны создавать заметную для глаза разноточечность оттиска.
В большинстве аппаратов для вязких красок сначала от общей массы через щель шириной 0,3-1,5 мм отделяется слой краски значительно большей толщины, чем требуется для нанесения на форму. Затем этот слой раскатывается, уменьшаясь по толщине до требуемой, и накатывается на форму. В соответствии с описанным процессом, красочные аппараты для вязких красок состоят из питающей, раскатной и накатной групп.
На рис. 13.1 показаны примеры построения красочных аппаратов плоскопечатных (сх. а, г), тигельных (сх. б) и листовых ротационных (сх. в) машин. На схемах выделены питающие 1, раскатные 2 и накатные 3 группы. Все рабочие элементы аппаратов – чередующиеся между собой жесткие цилиндры и эластичные валики. В плоскопечатной машине (сх. г) используется также жесткая раскатная плита, передающая краску при возвратно-поступательном движении талера от питающей к накатной группе. Цилиндры красочного аппарата приводятся во вращение зубчатыми передачами. На схемах центры цилиндров отмечены пересечением осевых линий. Доля краски, переходящей с формы на оттиск, зависит от свойств краски и бумаги.
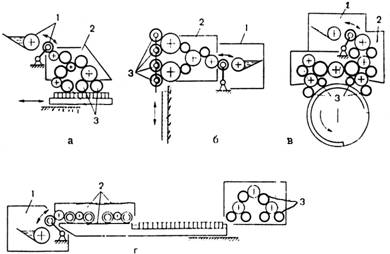
Рисунок 13.1 – Схемы красочных аппаратов для вязких красок
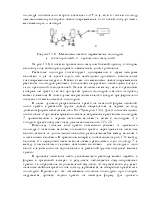
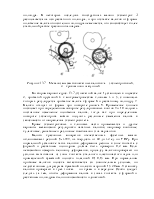
Питающие группы бывают дукторного и насосного типа. Дукторные делятся, в свою очередь, на группы с прерывистым (рис. 13.2, а) и непрерывным (рис. 13.2, б) питанием.
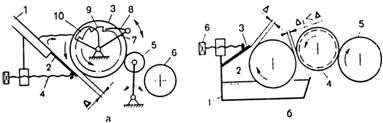
Рисунок 13.2– Схемы краскопитающих групп дукторного типа с прерывистой(а) и непрерывной подачей краски(б)
В состав дукторной питающей группы с прерывистой подачей краски входят: красочный ящик 1 (рис. 13.2, а), в который загружается краска; красочный нож 2, который ограничивает снизу щель для выхода краски; дукторный цилиндр 3, периодически или непрерывно медленно вращающийся и ограничивающий сверху щель для вывода краски; винтовые механизмы 4, расположенные вдоль красочного ящика 1 с шагом порядка 30 мм; передаточный валик 5, установленный на качающихся рычагах и передающий порции краски первому цилиндру 6; механизмы 7-10 для привода и общей регулировки подачи краски. Не показаны на схеме, но часто применяются в быстроходных машинах краскомешалки, перемешивающие краску в ящике. Если в машине нет краскомешалки, печатник периодически шпателем перемешивает краску, во избежание образования твердообразных структур, которые препятствуют отделению нужного количества краски от общей массы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.