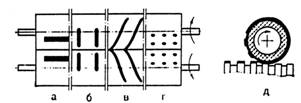
Рисунок 13.4 – Схемы образования красочного рельефа при подаче краски питающей группой (а-г) и при прокатывании накатного валика по изрезанной форме (д)
Раскатная группа красочных аппаратов офсетных машин состоит из металлических цилиндров 1, 3, 5, 6 и 7 (рис. 13.5) и эластичных обрезиненных валиков 2 и 4, вращающихся с окружной скоростью, равной скорости формного цилиндра. Стальные цилиндры получают вращение от шестеренчатого привода, резиновые валики вращаются за счет сил трения.
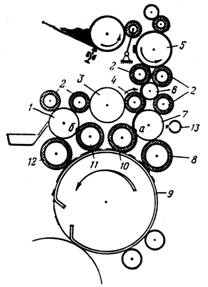
Рисунок 13.5 – Схема красочного аппарата
Основная задача раскатной группы – устранение неравномерности красочного слоя на печатной форме 9, вызванной либо подачей краски из питающей группы узкой полоской, либо выборочным переносом краски с накатных валиков 8, 10, 11 и 12 только в тех местах, где расположены печатающие элементы.
Эффективность работы раскатной группы может быть оценена коэффициентом равномерности красочного слоя
 , (13.2)
, (13.2)
где δmin – минимальная толщина красочного слоя;
δmax – максимальная толщина красочного слоя;
Δ – величина неравномерности красочного слоя.
В зоне контакта каждого валика и цилиндра красочный слой делится на два слоя, толщина которых определяется коэффициентом передачи β.
После ряда делений величина неравномерности будет равна
Δn = βn Δ, (13.3)
где n – число делений красочного слоя в зонах контакта обрезиненных и металлических валиков, которые чередуются по ходу движения краски от приемного цилиндра 5 к печатной форме 9.
Установлено, что при тех толщинах красочного слоя, которые практически бывают в красочных аппаратах офсетных машин, красочный слой делится примерно пополам, т.е. β = 0,5. В этом случае уже после 6–7 делений величина Δn становится равной: Δ6 = 0,56 = 0,015, Δ7 = 0,57 = 0,008. Эта неравномерность настолько незначительна, что практически не влияет на качество оттиска. Однако, это относится только к устранению неравномерности, идущей от полоски краски, расположенной вдоль образующей валиков. Неравномерности, возникающие от полосок, идущих вдоль окружности валиков и цилиндров в зонах контакта, не устраняются и образуют рельеф вдоль всего пути движения красочного слоя. Для устранения этих неравномерностей стальные цилиндры раскатной группы получают дополнительное перемещение вдоль своей оси. Осевое перемещение цилиндров – «осевой раскат» – оказывает исключительно большое влияние на устранение неравномерности красочного слоя. Кроме того, осевой раскат существенно помогает разрушению первоначальной структуры краски и уменьшению ее вязкости, что является необходимой предпосылкой нормального процесса печатания.
Величина осевого хода раскатных цилиндров обычно составляет 30–50 мм. Во многих машинах величина осевого хода регулируется, однако фактически эта регулировка не нужна, так как во всех случаях желательно осевой ход делать по возможности большим.
Механизмы осевого перемещения цилиндров весьма разнообразны. В последних моделях листовых офсетных машин наиболее распространены рычажные механизмы с эксцентриковым или кривошипным приводом. Эксцентрик 1 (рис. 13.6, а) с бугелем 2 через двуплечие рычаги 3 и 4 перемещает одновременно два раскатных цилиндра 5 и 6. Фазы перемещений цилиндров устанавливаются таким образом, чтобы с учетом длины пути красочного слоя от точки а до точки б (см. рис. 13.5) сдвиг по фазе первого цилиндра относительно второго составлял π/2. Тогда, если в точке а цилиндр имел минимальную скорость осевого перемещения, то в точке б он будет иметь максимальную, и наоборот.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.