Если питающие устройства находятся в местах, неудобных для обслуживания, особенно в многокрасочных быстроходных рулонных машинах, то применяют дистанционную систему регулировки, вынесенную на общий пульт управления машиной.
Питающие группы насосного типа (рис. 13.3) применяются в быстроходных газетных агрегатах. Они подают краску на шесть-восемь точек первого раскатного цилиндра для каждой газетной полосы. Ведущая рамка 1 получает круговое поступательное движение от двух синхронно вращающихся от общего привода эксцентриков 2.
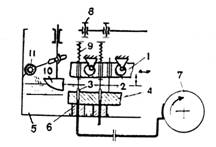
Рисунок 13.3 – Схемы краскопитающего устройства насосного типа для вязких красок
С рамкой подвижно связаны штоки плунжеров 3 и ползуна 4, причем горизонтально они движутся вместе, а по вертикали имеют перемещение только плунжеры. В правом (по схеме) положении ползуна под поднимающийся плунжер засасывается из резервуара 5 краска. Затем ползун перемещается влево и плунжеры оказываются над отверстиями в шиберных планках 6. Опускаясь, они выдавливают краску по специальным каналам на поверхность приемного цилиндра 7 раскатной группы. Местная регулировка подачи краски производится винтами 8, находящимися над плунжерами и ограничивающими их ход вверх при всасывании краски. Дальнейший подъем рамки сопровождается деформацией пружин 9 плунжеров. Общая регулировка, а также выключение подачи краски достигаются смещением шиберных планок в направлении, перпендикулярном к чертежу. В последнем случае внутреннее циркулирование краски происходит по каналам в шиберных планках (на рисунке не изображены). Уровень краски в резервуаре 5 контролируется поплавком 10. При уменьшении количества краски поплавок поворачивает вниз кран 11, подводящий краску из центральной станции. Происходит автоматическое пополнение краской резервуара. Прерывистая точечная подача краски, независимо от увеличения числа краскоподводов, является недостатком этой системы.
В краскопитающих устройствах независимо от типа предусматривается блокирование подачи краски при неподаче в печатный аппарат бумаги.
Назначение раскатных групп – уменьшать толщину красочного слоя до нужной величины и выравнивать слой до такой степени, чтобы разность толщин слоя, получающаяся на оттиске, была незаметной для глаза. Накатные группы служат для нанесения краски на форму.
Раскатная группа состоит из эластичных раскатных валиков и жестких раскатных цилиндров и механизмов привода вращения и осевого перемещения раскатных цилиндров. В отдельных случаях в составе раскатной группы может быть раскатная плита. Имеются механизмы регулировки прижима валиков к цилиндрам. И валики, и цилиндры должны иметь гладкие олеофильные поверхности. Процесс передачи краски основан на том, что силы ее сцепления с рабочими поверхностями красочного аппарата и формы (адгезия) больше внутренних сил сцепления (когезия). При взаимном контакте вращающихся с одинаковой окружной скоростью валика и цилиндра находящиеся на них перед зоной контакта слои краски складываются и затем по выходе из зоны контакта делятся пополам.
Собственно раскат – уменьшение красочной полоски по толщине и вытягивание ее по длине – выполняется цепочкой чередующихся эластичных валиков и цилиндров. Диаметры соседних валиков и цилиндров неравны и некратны между собой, поэтому и происходит перераспределение узкой полоски краски по их окружностям во всей раскатной системе. Для ускорения этого перераспределения применяют разветвляющиеся цепочки валиков и цилиндров.
Краска поступает в раскатную систему в виде концентрированных порций или потоков (рис. 13.4), образуя либо рельефные полосы: а – поперечные, б – продольные, в – спиральные, либо рельефные площадки – г. Источниками неравномерного распределения краски в раскатной системе являются также: локальный переход ее с накатных валиков на печатающие элементы формы – (д); проявление тяжей (нитей) вязкой краски при разделении слоя цилиндрами и валиками после контакта, что приводит к образованию после их разрыва нового рельефа.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.