f — допускаемая величина стрелы прогиба в середине пролета обрабатываемого вала, f = 0.25 • 1,2 = 0,3мм;
140, 70, 6 — постоянные коэффициенты;
Е — модуль упругости обрабатываемого материала — сталь 20.000 кГс/мм2;
J — момент инерции поперечного сечения обрабатываемого вала рассчитываем по формуле:
![]()
где d — диаметр обрабатываемого вала при обработке в центрах или в патроне с поджатием консольного конца вращающимся центром задней бабки, мм;
L — длина детали, мм.
Фактически действующую радиальную составляющую силы резания рассчитываем по эмпирической зависимости.

Если в результате расчета получим, что Ру > [Ру], то следует взять меньшее значение подачи и провести проверку ее по этому признаку.
![]()
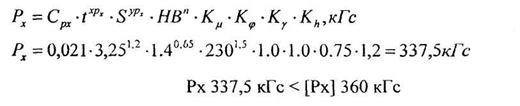
2.13. Сила резания Рх.
При проверке величины подачи по усилию, допускаемому механизмом подачи станка, исходят из того, что по краткой технической характеристике станка определяем допустимое усилие механизма подачи станка — [Рх] кГс.
|
|
Рассчитывают фактически действующую осевую составляющую силы резания по эмпирической зависимости.
2.14. Экономические обоснования курсовой работы.
2.14.1. Расчет экономически выгоднейшей скорости резания.
Расчет выполняем по эмпирической функциональной зависимости
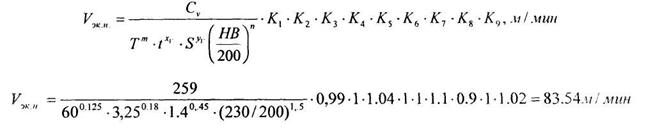
где Vэк.н. — экономически наивыгоднейшая скорость резания при наружном продольном точении, определяемая с учетом основных технологических факторов, м/мин;
Cv — постоянный коэффициент, принимаемый из таблицы 20, в зависимости от обрабатываемого материала, марки твердого сплава, величины подачи и условий точения — с применением охлаждения или без охлаждения;
Т — нормативный период стойкости резца, принятый по справочной литературе для заданных условий резания, мин;
t — глубина резания, мм;
S — величина подачи, значение которой удовлетворяет всем требованиям проверки ее по прочности и силовым показателям, мм/об;
НВ — твердость обрабатываемого металла, кГс/мм2;
m — показатель относительной стойкости резца, назначаемый по таблице 21;
xv, yv — показатели степени, учитывающие нелинейную зависимость от t и S, принимаем по таблице 20;
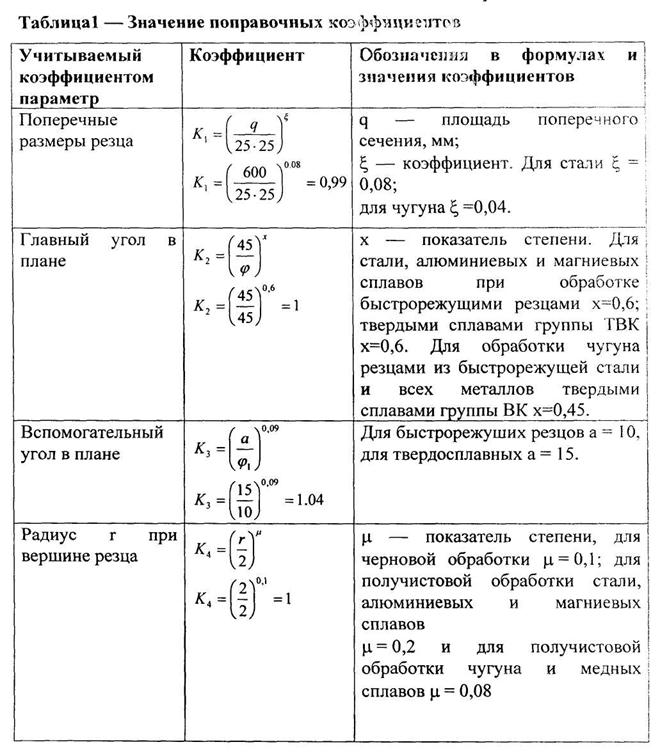
К1, К2, К3, К4 — поправочные коэффициенты, учитывающие влияние поперечных размеров резца в плане, радиуса при вершине резца на экономическую наивыгоднейшую скорость резания, принимают по таблице 22;
К5, К6, К7, К8, К9 — поправочные коэффициенты, учитывающие влияние материала режущей части резца, вида и скорости состояния
поверхностного слоя заготовки, формы передней поверхности резца на экономически наивыгоднейшую скорость резания, принимают по таблицам 23 и 24;
n — значение показателя степени, принимают:
для углеродистых сталей с НВ<130 n=1,0;
для углеродистых сталей НВ>130 n=1,75;
для легированных сталей, чугуна, медных сплавов п=1,5;
для жаропрочных сталей n=0
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.