2. Расчет режима чернового точения.
В машиностроении для изготовления деталей используются заготовки. Отличие заготовки от готовой детали заключается в том, что все поверхности, которые по рабочему чертежу детали должны быть обработаны лезвийным или абразивным инструментом, имеют припуск на механическую обработку. Припуск — это тот объем металла, который удаляется при обработке резанием. Величина припуска зависит от ряда факторов. Основные из них — массы заготовки, размеры готовой детали, сложность формы, точность и класс чистоты рабочих поверхностей, способ получения заготовки, масштаб производства, то есть изготовление деталей единичное, серийное или массовое. С учетом указанных факторов по справочной литературе рассчитывают величину припуска. Для деталей типа валов, втулок, гильз, шкивов, зубчатых колес припуск на обработку обозначается 2Z0 мм по диаметру.
В курсовой работе для обрабатываемых номинальных диаметров валов заготовка должна иметь размеры по упомянутым диаметрам, равным номинальному размеру, плюс 2Z0, а для втулок, гильз — номинальному размеру отверстия минус 2Z0.
Размеры деталей устанавливаются конструкторами на основе расчетов на прочность или на жесткость для заданной конструкции. Расчетные размеры округляются для диаметров до значений нормальных диаметров, принимаемых из рядов нормальных диаметров и длин по ГОСТ 6636-83. Использование нормальных диаметров и длин при разработке любой конструкции имеет большое народнохозяйственное значение, так как ведет к сокращению разновидностей режущего и измерительного инструментов.
Размеры, наблюдаемые в производственных условиях с достижимой точностью, называются действительными размерами. Эти размеры, как правило, несколько отличаются от номинальных размеров. Причина в том, что изготовить какую угодно деталь абсолютно точно невозможно, да и это не всегда диктуется соображениями служебного назначения детали. Поэтому на
номинальный размер детали предусматривается допуск на обработку, т. е. возможные отклонения от заданного размера. Это значит, что при обработке деталей на металлорежущих станках режущее лезвие инструмента должно войти в номинальный размер, но не должно выходить из допуска на обработку. В силу этого при обработке валов, номинальный размер этих деталей является началом отсчета допуска на обработку. Именно поэтому допуск на обработку валов принимается от номинального размера с минусом, т.е. в тело детали.
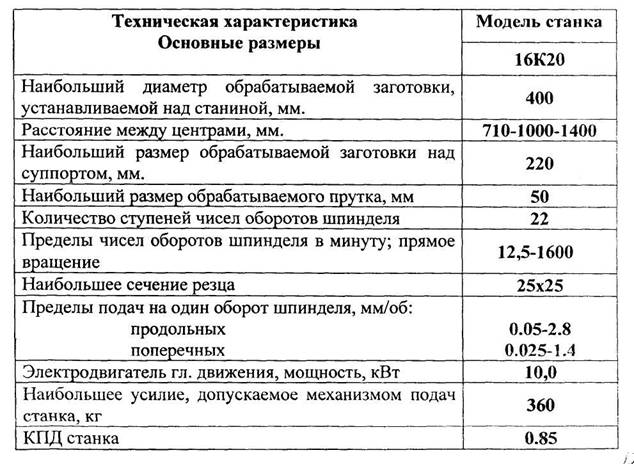
2.1. Краткая техническая характеристика металлорежущего станка 1П625.
1 - Группа - токарные;
6 - Тип токарные винторезные и лобовые;
К -Модернизация;
20-основной эксплуатационный размер станка расстояние от оси центров до направляющих станины;
2.2. Технологическая оснастка.
Технологическую оснастку по закреплению обрабатываемой заготовки выбираем с учетом исходных условий — черновое точение при единичной обработке деталей. В этих условиях в основном используется универсальные токарные патроны — самоцентрирующиеся трехкулачковые, несамоцентрирующиеся четырехкулачковые и специальные. Трехкулачковые патроны имеют преимущественное применение для обработки круглых заготовок с диаметром не более 200 мм.
При черновой обработке деталей типа втулок консольный конец заготовки, имеющий стандартное центровое отверстие, если требуется увеличение жёсткости закрепления обрабатываемой заготовки, поджимается вращающимся центром задней бабки.
2.3. Выбор инструментального материала режущей части резца.
Для изготовления резцов применяют следующие инструментальные материалы: быстрорежущие стали, твердые сплавы, минералокерамику, природные и искусственные алмазы, новые сверхтвердые режущие материалы — эльбор, композиты, гексанит Р и другие. Для черновых режимов точения, фрезерования, растачивания выбирается инструмент из быстрорежущей стали, либо инструмент, оснащенный пластинами твердого сплава. Резцами из быстрореза обрабатывают внутренние поверхности малых диаметров и проводят наружную обточку поверхностей деталей, имеющих неуравновешенные инерционные массы. Твердосплавный инструмент пока остается основным режущим материалом для чернового точения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.