более чувствительную вершину резца, а на среднюю часть режущей кромки. При чистовой обработке рекомендуется отрицательное значение угла λ..
Радиус закругления при вершине резца повышает стойкость резца и улучшает качество обработанной поверхности. Вместе с тем увеличение радиуса ведет к вибрации, поэтому не рекомендуется делать r >5°.
При расчете режимов резания переточку инструмента в процессе работы определяют по нормативному периоду стойкости резца.
Чтобы уменьшить потери на переточку инструмента, в расчет фактического нормативного периода стойкости инструмента вводится поправочный коэффициент К, равный 1,2-1,5. Тогда фактический нормативный период стойкости инструмента рассчитываем по формуле:
T факт. = T норм. * K.
Тфакт = 40 • 1,5 =60 мин.
где Тфакт — фактический нормативный период стойкости инструмента при индивидуальной переточке в условиях ремонтной практики и единичного производства, мин;
Тнорм — нормативный период стойкости инструмента при централизованной переточке, мин;
К — поправочный коэффициент, учитывающий влияние неблагоприятных факторов на переточку инструмента в условиях ремонтной практики и единичного производства при индивидуальной переточке инструмента.
2.8. Назначение глубины резания.
При черновых режимах глубина резания назначается так, чтобы весь припуск на o6pa6oтку-2Z0 был срезан за один проход. Это диктуется требованиями максимальной производительности при обработке металлов резанием. Для заготовок диаметром до 100 мм, оптимальное значение припуска составляет не более 2Z0 = 6-7 мм, диаметром до 200 мм — 2Z() = 12-14 мм, диаметром до 400 мм — 2Z0 =18-20 мм.
Такие припуски при обработке заготовок на соответствующем оборудовании с гарантированным запасом по мощности станка срезаются в один проход с высокой производительностью.
2.9 Назначение величины подачи и проверка ее по основным прочностным показателям.
 Величина подачи для
режимов резания может быть рассчитан по опытным зависимостям или принимается из
таблиц справочной литературы. Для режимов, когда шероховатость обработанной поверхности характеризуется параметром (принимаем из
таблицы 10) 5 класса и выше, величину
подачи определяют по зависимости:
Величина подачи для
режимов резания может быть рассчитан по опытным зависимостям или принимается из
таблиц справочной литературы. Для режимов, когда шероховатость обработанной поверхности характеризуется параметром (принимаем из
таблицы 10) 5 класса и выше, величину
подачи определяют по зависимости:
где Smax — допустимое максимальное значение подачи, об/мин;
Cz — постоянный коэффициент, принимаемый по справочной литературе, в зависимости от обрабатываемого материала и условий обработки, с применением смазывающе-охлаждающих жидкостей или резания без охлаждения, принимаем по таблице 11;
Rz — параметр шероховатости, определяемый из таблицы 10 на основании заданного класса шероховатости на обрабатываемую поверхность, мм;
r — радиус при вершине резца, мм;
t — глубина резания, мм;
φ — главный угол резца в плане, в градусах;
φ1 — вспомогательный угол резца в плане, в градусах;
у, u, х, z — показатели степени, принимают по таблице 11.
Подача S [мм/об] — это перемещение режущей кромки инструмента за один оборот шпинделя в направлении подачи. Величина подачи для режимов резания, может быть рассчитано по опытным зависимостям или принимается
из таблиц справочной литературы. Для черновых режимов параметр шероховатости характеризуется значением 3-го класса (RZ8O) включительно, величину подачи устанавливают по справочной литературе в зависимости от механических свойств обрабатываемого материала резца.
Учитывая не благоприятные условия работы принимаем фактическую подачу по таблице 12 исходя из диаметра заготовки и глубины резания.
Sф= 1.4 мм/об.
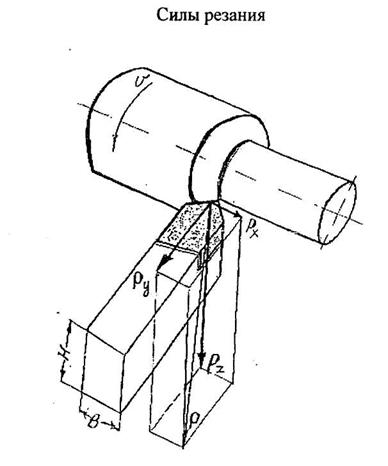
2.10. Силы резания.
Принятую подачу необходимо проверить по следующим условиям:
1. По прочности пластины твёрдого сплава;
2. По прочности державки резца на изгиб;
3. По правильности геометрической формы обрабатываемой детали;
4. По усилию допускаемого механизмом подачи станка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.