![]()
![]() Эллиптическое днище будем изготавливать фланжированием
в горячем состоянии (Т=1050... 1200 °С)
Эллиптическое днище будем изготавливать фланжированием
в горячем состоянии (Т=1050... 1200 °С)
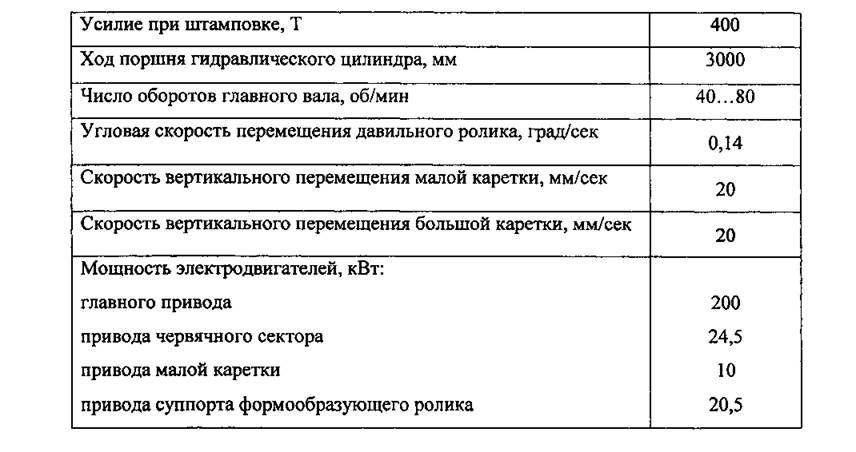
Операция фланжирования совмещённая операция штамповки центральной части днища, и обкатки двумя роликами периферийной части днищ, осуществляется только в горячем состоянии, с помощью ротационных прессов (рисунок 7). Техническая характеристика пресса приведена в табл.7.
На ротационном прессе формуют днища толщиной от 3 до 40 мм и диаметром от 300 до 4000 мм.
Таблица 7 - Техническая характеристика ротационного пресса
2.2.5 Оборудование для подготовки кромок под сварку
Продольные
и кольцевые стыки обечаек, а так же и стыки днищ, будут
свариваться автоматической сваркой под флюсом на флюсовой подушке. По
ГОСТ 8713-79 была принята разделка кромок типа С2. |
Подготовка кромок под сварку осуществляется на кромкострогальных станках (рисунок 15), которые предназначены для обработки кромок листов. • Главное движение (перемещение каретки с суппортами) осуществляется от |
![]()
![]() электродвигателя постоянного тока. Изменение скорости движения каретки
бесступенчатое. Привод обеспечивает плавное врезание резца и замедленный выход
его.
электродвигателя постоянного тока. Изменение скорости движения каретки
бесступенчатое. Привод обеспечивает плавное врезание резца и замедленный выход
его.
Станки имеют два расположенных один против другого суппорта, что позволяет производить строгание при ходе каретки в обе стороны одним из суппортов. Индивидуальные коробки подач обеспечивают все комбинации перемещения суппортов. Станки оснащены механизмом загрузки и выгрузки листа с гидравлическим приводом. Управление станком осуществляется непосредственно с рабочего места на подвижной каретке.
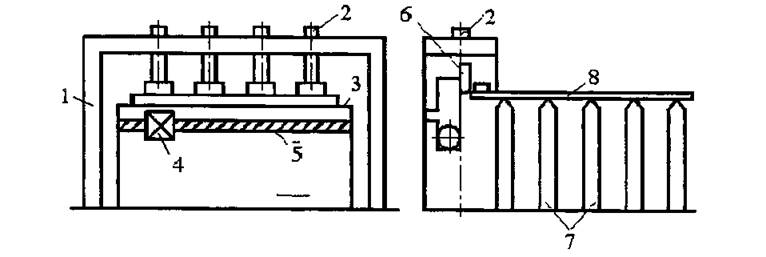
1 - станина станка; 2 - пневмоцилиндры расположенные вдоль станины; 3 - стол на котором располагается лист для подготовки кромок; 4 - суппорт с резцами, перемещается вдоль станины по винту имеющего привод вращения; 5 - винт; 6 - резец обеспечивающий подготовку кромок; 7 - сменные стойки для поддержания листа
Рисунок 15 - Схема кромкострогального станка
![]()
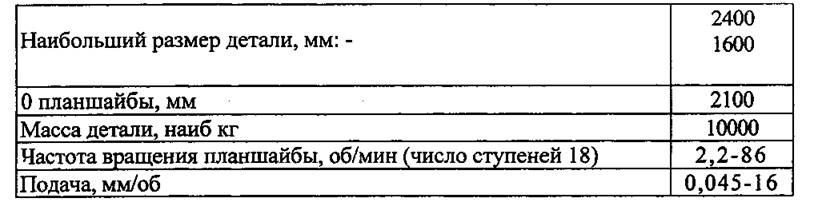
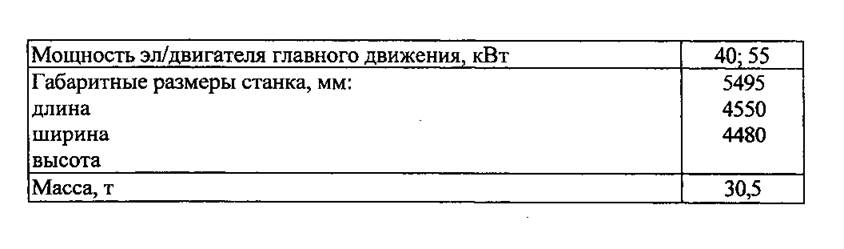
![]() На карусельных станках (рисунок 9) осуществляется
подготовка кромок под сварку кольцевых стыков обечаек и днищ.
На карусельных станках (рисунок 9) осуществляется
подготовка кромок под сварку кольцевых стыков обечаек и днищ.
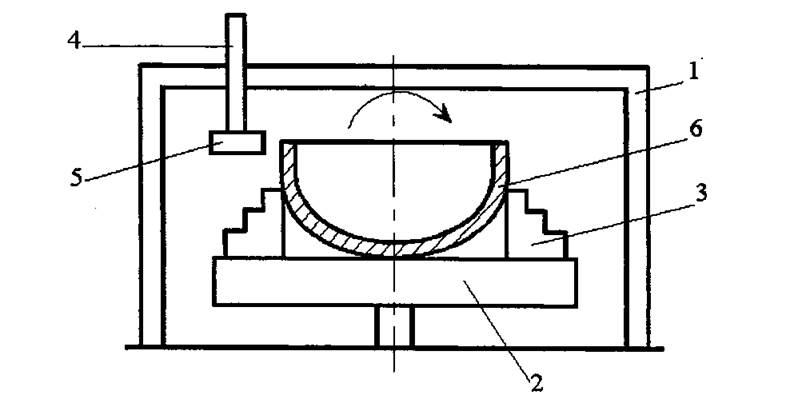
1 - портал карусельного станка; 2 - планшайба, имеющая привод вращения с рабочими скоростями; 3 - центрирующие кулачки планшайбы обеспечивающие установку обрабатываемой детали; 4 - суппорт станка перемещающийся вдоль портала; 5 - обойма для зажатия
резца; 6 - заготовка
Рисунок 16 - Схема карусельного станка
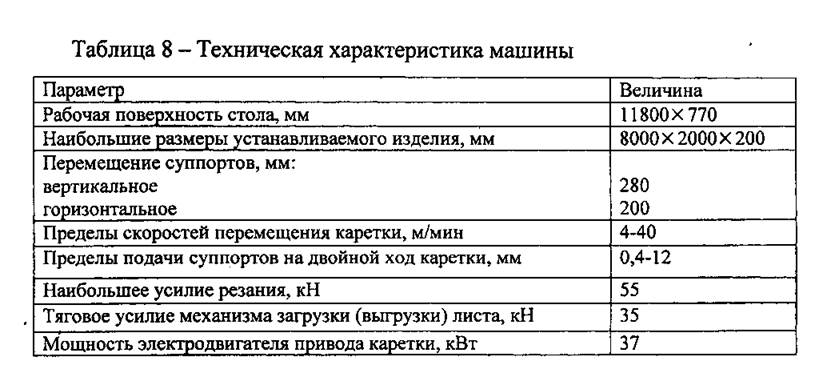
Таблица 9 - Техническая характеристика токарно-каруселъного станка 1М553
![]()
![]()
3 Сборочные операции.
Целью сборочных операций является обеспечение точного сопряжения соединительных элементов между собой в узле, то есть, чтобы обеспечить соосность элементов исключающих изгибающие моменты при работе конструкции, не учитываемые расчётом.
Так, для сосудов работающих под внутренним давлением, имеющих эллиптические или полусферические днища, ответственными за прочность конструкции являются продольные стыки обечаек, швы заготовок эллиптических днищ. Согласно ОСТ26.291-94 превышение кромок в таких случаях составляет:
- для монометаллов А <10% от толщины, но не более 3 мм;
Для остальных швов конструкции (кольцевых) превышение кромок допускается:
- для
монометаллов: если S<20 мм, то А <10% от толщины + 1 мм;
если S>20 мм, то А <15% от толщины,
но не более 5 мм (в нашем
случае А=2,8 мм)
3.1 Сборка обечаек по продольному стыку
Сборка обечаек по продольному стыку осуществляется с целью обеспечения требуемого превышения кромок и необходимого зазора в стыке согласно ГОСТ 8713-79 на способ сварки.
Сборку продольных стыков обечаек осуществлять с помощью специальных приспособлений: винтовых стяжек (рисунок 10), полуструбцин (расстояние м/д.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.