![]() рованной задачи листа и улучшения качества правки
установлены задающие ролики (со стороны ввода и вывода листа). Рабочие и
задающие ролики приводятся
во вращение электромеханическим приводом. Механизм нажима обеспечивает
параллельную и наклонную настройку верхних рабочих роликов на заданную толщину листа. Расстояние
между верхними и нижними рабочими роликами во время настройки фиксируется по показанию
приборов.
рованной задачи листа и улучшения качества правки
установлены задающие ролики (со стороны ввода и вывода листа). Рабочие и
задающие ролики приводятся
во вращение электромеханическим приводом. Механизм нажима обеспечивает
параллельную и наклонную настройку верхних рабочих роликов на заданную толщину листа. Расстояние
между верхними и нижними рабочими роликами во время настройки фиксируется по показанию
приборов.
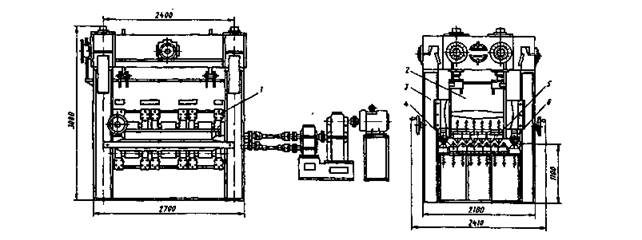
1 — опорный ролик; 2 — ползун; 3 — колонна; 4 — нижняя станина; 5 — рабочий ролик; 6 — задающий ролик
Рисунок 12 - Машина листоправильная 11x230x2500
2.2.3 Оборудование для гибки
Вальцевание - это операция, при которой из плоской заготовки образуется цилиндрическая или коническая деталь Вальцевание производят на 3,4 валковых вальцах в холодном или в горячем состоянии (рисунок 13). При холодном вальцевании допускается деформация не более 2,5 %.
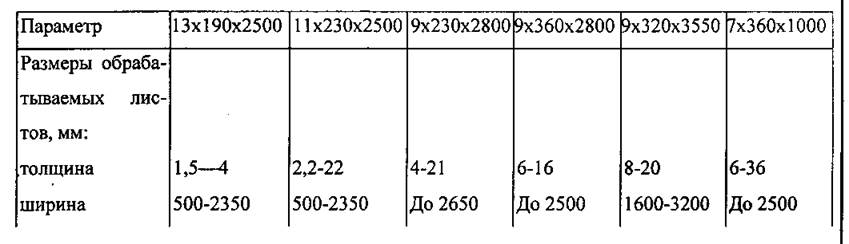
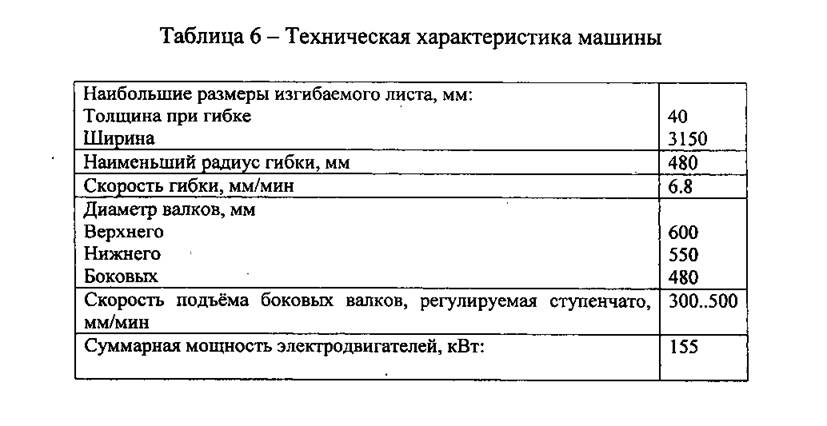
Таблица 5 -Техническая характеристика листоправильных машин
![]()
![]()
Если
возможная деформация превышает допустимую, то вальцуют в горя
чем состоянии, при
этом нагрев стали, производится при температуре 1000 - |
1050°С и окончание
вальцевания при температуре не ниже 700°С для перлит
ных сталей и 900°С
для металлов из аустенитной или ферритной стади, Это
связано с тем что
перлитные стали вблизи 700°С обладают пониженной пла- |
стичностью, что
может привести к трещинам при вальцовкеI
Температура окончания вальцовки 900°С связана с тем что стали аустенит- | ного и ферритного классов, при температуре 850 - 870°С так же обладают пониженной пластичностью, что так же может приводить к трещинам
Для определения возможной деформации металла, при вальцевании в растянутой зоне воспользуются эмпирическими зависимостями
-если R/S>25 - то деформация в растянутой зоне меньше 2,5% и вальцева-
![]()
![]() ние в холодном состоянии
ние в холодном состоянии
-если R/S<25 - то деформация в растянутой зоне больше 2,5% и вальцевание в горячем состоянии.
Все перлитные стали СтЗ, 16ГС, 09Г2С, 10ХСНД, 15ХСНД и другие, вальцуются в холодном и горячем состоянии в зависимости от толщины и радиуса гиба. Теплоустойчивые стали 12ХМ, 12МХ не зависимо от толщины и радиуса гиба вальцуются, как правило, в горячем состоянии.
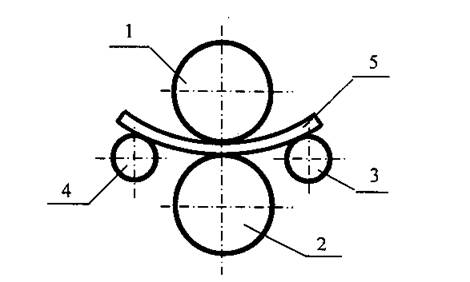
1 - верхний валок; 2- опорный приводной валок; 3 и 4 - боковые валки;
5- заготовка Рисунок 13 - Принципиальная схема четырехвалкового вальцевания
Определим для нашего случая возможную деформацию металла при вальцевании по отношению R/S
Я 1200 £п^с
— =----- = 67 > 25
S18
где R - радиус обечайки [мм], S - толщина листа обечайки [мм] Операцию вальцевания будем производить на четырёх валковой листогибочной машине ИА2426, предназначенной для гибки цилиндрических заготовок из листового материала, также на ней могут изготавливаться как замкнутые цилиндрические или конические обечайки, так и их элементы. Машина имеет четыре валка: верхний, нижний и два боковых. Верхний и нижний валки - приводные от гидродвигателей. Все валки установлены на подшипниках качения. Нижний и боковые валки перемещаются в направляющих пазах стоек с помощью гидроцилиндров. Левая опора верхнего валка откидная для съёма готового изделия. Система управления, ручная кнопочная с пульта управления машины.
![]()
2.2.4 Оборудование для формирования днищ
Эллиптические днища изготавливают двумя способами: штамповкой и фланжированием. Штамповка производится в холодном и горячем состоянии. Для сталей перлитного класса толщиной 10... 12 мм в холодном состоянии, для больших толщин, как правило, в горячем.
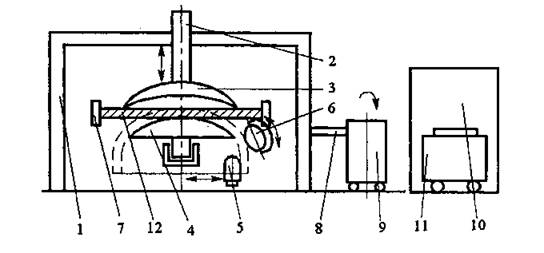
1 - портал ротационного пресса, на котором закрепляются пуанссон и формующие ролики; 2 - пуанссон с гидросистемой обеспечивающий перемещение вверх и вниз и штамповку цилиндрической части днища; 3 - сменный пуанссон; 4 - матрица являющаяся основанием для | обеспечения соответствующей формы днища; 5 - опорный ролик, перемещающийся ради-ально к центру или от центра обеспечивая внутренней радиус днища; 6 - наружный формующий ролик, вращающийся вокруг собственной оси;7 - центраторы перемещающиеся по радиусу к центру оси вращения одновременно обеспечивая точную центрацию заготовки относительно оси вращения; 8 - вилка манипулятора на которую укладывается заготовка; 9 -тележка манипулятора перемещающаяся по рельсовому пути; 10 - газопламенная печь; 11-под печи перемещающийся по рельсовому пути; 12 - заготовка днища
Рисунок 14 - Схема ротационного пресса
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.