![]()
![]()
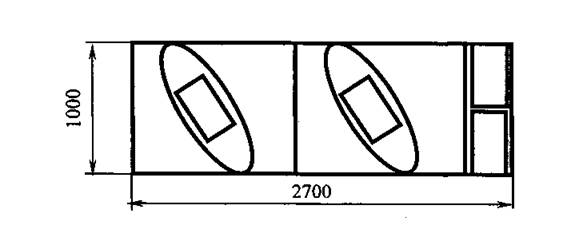
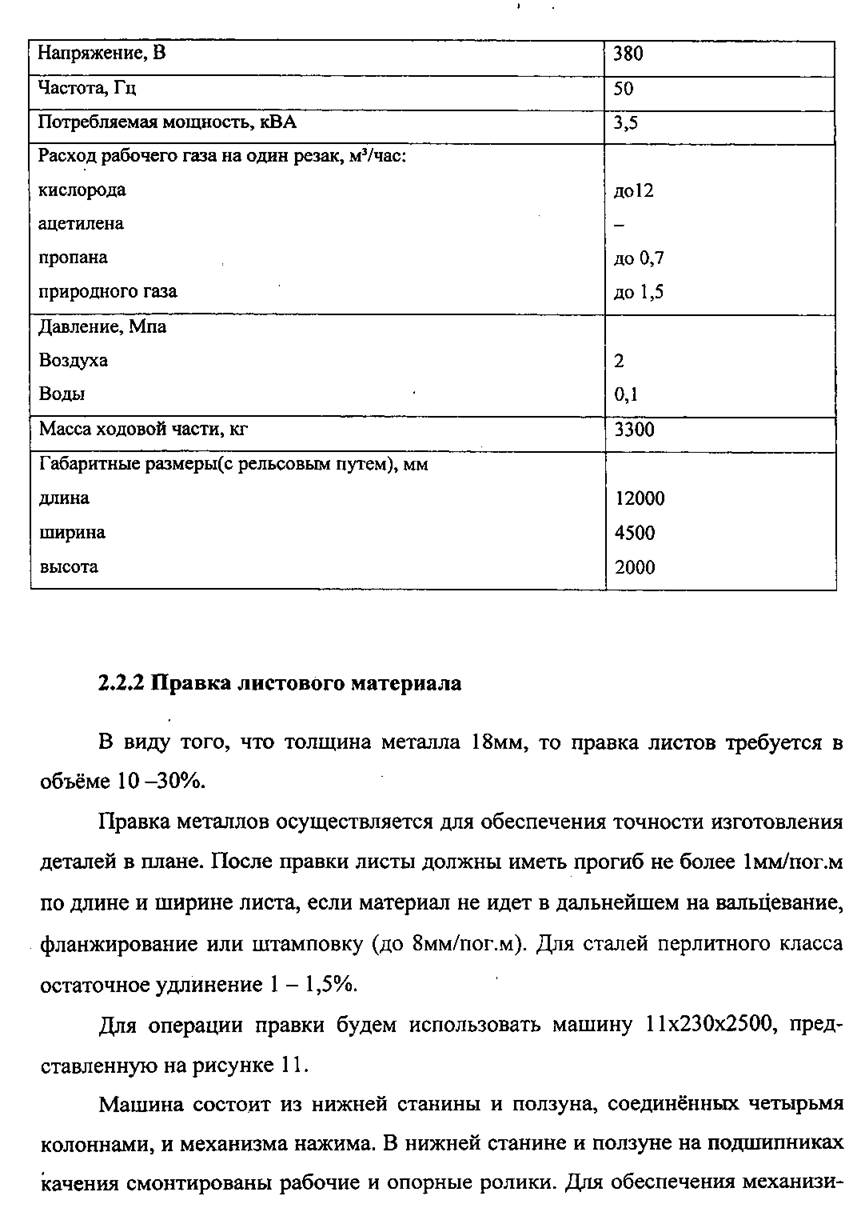
Рисунок 9 - Раскрой рёбер жёсткости 2 и 3
Берём 2 листа 2700x1000x18 для изготовления основания опоры опор одного аппарата и 100 листов для производства 50шт.
Котх = ((2700xl00)-(189161454+4x400x490))/(2700xl00)xl00% = 0,9%
Рисунок 10 - Раскрой основания опоры
Общий коэффициент отхода составных частей опоры равен:
Котх ='(0+0,9+0)/3 = 0,3%
2.1.4 Расчет общего коэффициента отходаI
Расчет общего коэффициента отхода производим по следующей формуле: I
К+К.+ +К I
Коб „
где Коб - общий коэффициент отхода; кь к2, кп - коэффициенты отходов на каждую деталь; п - количество деталей в конструкции.
КОБ= (0,5+6,1+6,5+0х2+0,9х2+0х2)/9 = 1,66 % Следовательно, раскрой аппарата выполнен оптимальным образом, с
![]()
![]() обеспечением минимальных отходов металла.
Полученный общий коэффициент отхода (1,66%) меньше, чем допустимый в нефтяном и химическом машиностроении.
обеспечением минимальных отходов металла.
Полученный общий коэффициент отхода (1,66%) меньше, чем допустимый в нефтяном и химическом машиностроении.
2.2 Оборудование для заготовительных операций
Для того чтобы заготовить необходимые детали, из которых будет собираться данная конструкция, нужно выбрать способы заготовительных операций деталей и соответствующее оборудование. Основными операциями являются резка, гибка, вальцевание, штамповка, обкатка (фланжирование), подготовка кромок под сварку, прошивка отверстий, сверление и т. д.
2.2.1 Оборудование для резки
Газокислородная резка основана на горении металла в струе кислорода. Металл разогревается подогревающим пламенем до температуры его воспламенения в кислороде (1100... 1200 °С) и разрезается подаваемой в зону реза струёй кислорода. Подогревающее пламя получают сжиганием природного газа или пропанобутановых смесей. С увеличением содержания углерода в стали, возрастает температура воспламенения в кислороде и возможны трещины при резке. Поэтому стали, содержащие более 0,3 - 0,5% углерода иногда режутся с подогревом.
Для резки металла будем использовать газокислородную машину Искра -2,5К портального типа.
![]()
![]()
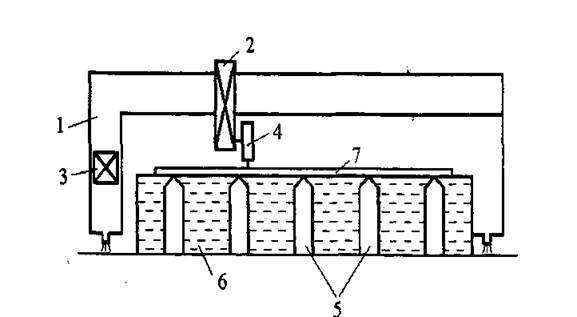
1 - портал перемещающийся вдоль стола; 2 - суппорт плазменной машины перемещающийся вдоль портала; 3 - устройство обеспечивающее привод суппорта с резцами для обеспечения точной вырезки детали; 4 - мундштук для крепления одного или нескольких плазмотронов; 5 - опорные сменные стержни; 6 - стол представляющий из себя ёмкость в которую наливается вода; 7 - листовая заготовка
Рисунок 11 - Схема машины газокислородной резки портального типа Важным показателем качества является обеспечение наименьших изменений металла у кромок реза. В соответствии с ГОСТ 14792-69 этот показатель оценивается глубиной ЗТВ резки, измеряемой у нижней кромки. Общая глубина ЗТВ уменьшается при увеличении скорости резки.
Техническая характеристика машины приведена в таблице 4.
Таблица 4 - Техническая характеристика машины
| Габаритные размеры разрезаемых листов, мм: I I
Длина 8000
Ширина 2500
I Толщина разрезаемого листа стали: I до 60
одним резаком 5 — 150
двумя и более резаками 5-100
со скосом кромок 12 — 80
I Скорость перемещения резака, мм/мин |50 - 6000
I Максимальное отклонение от
контура, мм Г±0,5
I Число резаков до 4
I Энергопитание: 3-х фазная сеть
переменного тока
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.