![]()
![]() принять плоскость разъема корпуса аппарата и верхним
эллиптическим днищем. Внутри корпуса на тележке установить отражатель с лимбом
(рисунок 24).
принять плоскость разъема корпуса аппарата и верхним
эллиптическим днищем. Внутри корпуса на тележке установить отражатель с лимбом
(рисунок 24).
-Для разметки штуцера А переместить тележку вдоль оси корпуса, вглубь на данное расстояние (определить по чертежу) от базовой плоскости, отмеряя расстояние рулеткой. При помощи отражателя и лимба направить луч на корпус вертикально вверх, т.е. перпендикулярно оси корпуса. Лазерная точка указывает положение центра отверстия. Далее произвести кернение и сверление отверстия указывающего положение штуцера А.
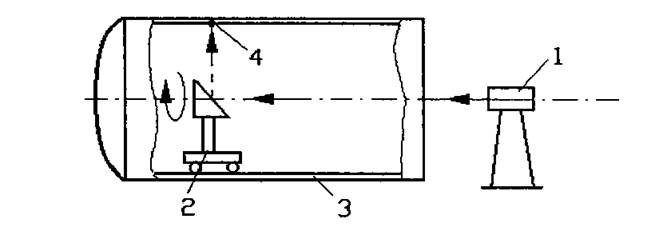
1-лазерный генератор;2-поворотный отражатель с лимбом; 3-размечаемый корпус;
4-центр отверстия под люк
Рисунок 24 - Способ разметки корпуса цилиндрического изделия под установку штуцеров и люков
Аналогично произвести определение центра отверстий под остальные штуцера на расстоянии от базовой линии согласно чертежу.
Далее производить вырезку отверстий под штуцера, положение центров которых размечено.
3.6 Вырезка отверстий под штуцера
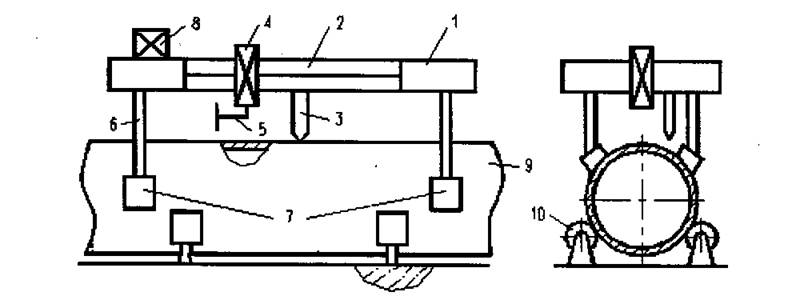
Вырезку отверстий под штуцера будем производить с помощью переносной установки рисунок 19 для механизированной газокислородной вырезки отверстий в корпусах цилиндрических аппаратов, техническая характеристика,
![]() которой приведена в таблице 12.
которой приведена в таблице 12.
Данная установка обеспечивает перпендикулярное положение резака относительно поверхности корпуса, а так же одновременно с вырезкой производит подготовку кромок под сварку.
|
|
1 - корпус газорезательного аппарата; 2 - суппорт с приводом вращения; 3 - центратор обеспечивающий точную центрацию аппарата относительно центра отверстия; 4 - держатель с машинным резаком; 5 - машинные резаки; 6 - стойки с электромагнитами; 7 - электромаг- I ниты; 8 - привод вращения резака; 9 - разрезаемый аппарат: 10 - роликовый стенд
Рисунок 25 - Установка для вырезки отверстий в корпусе
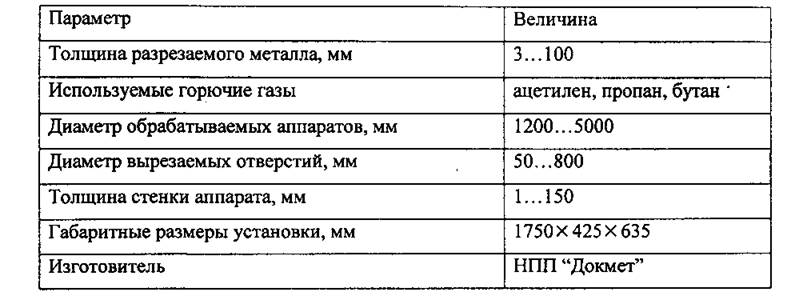
Таблица 12 - Техническая характеристика установки для вырезки отверстий в корпусах цилиндрических изделий
Данная установка обеспечивает перпендикулярное положение резака относительно поверхности корпуса, а также одновременно с вырезкой производим подготовку кромок под сварку.
![]()
![]() Необходимо вырезать: отверстие под штуцер А,-
диаметром 490 мм; отверстие под люк-лаз Si - диаметром 490 мм;.
Необходимо вырезать: отверстие под штуцер А,-
диаметром 490 мм; отверстие под люк-лаз Si - диаметром 490 мм;.
После вырезки отверстий под штуцера, необходимо произвести зачистку кромок и установить штуцера в корпус.
3.7.1 Установка штуцеров в корпус аппарата
Существует несколько вариантов установки штуцеров и люков на цилиндрическом корпусе: с укрепляющим кольцом, с утолщением патрубка, с от-бортовкой отверстия в корпусе, с отбортовкой патрубка штуцера или люка.
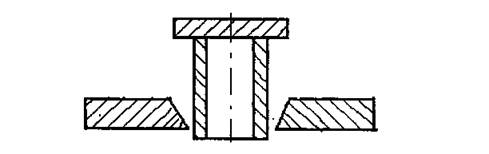
Рисунок 26 - Схема установки штуцеров в корпуса аппаратов
(разделка кромок У6)
Согласно требованиям ОСТ 26.291-94 существуют определенные требования к установке штуцеров, люков и укреп колец, они следующие:
- позиционное отклонение осей штуцеров и люков не должно быть более ± 10 мм;
- отклонение диаметров отверстий под штуцера и люки должны быть в пределах зазоров, допускаемых для сварных изделий по конструкторской документации;
- отклонение по высоте (вылету) штуцеров не должно быть более ±5 мм;
- укрепляющие кольца должны прилегать к поверхности укрепляемого элемента.
. Зазор должен быть не более 3 мм, должен контролироваться щупом по наружному диаметру укрепляющего кольца.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.