![]()
![]() В
данном случае корпус изготовлен из монометалла 12МХ, штуцера будет
изготовляться из того же металла, и их будем устанавливать по схеме, приведенной
на рисунке 26.
В
данном случае корпус изготовлен из монометалла 12МХ, штуцера будет
изготовляться из того же металла, и их будем устанавливать по схеме, приведенной
на рисунке 26.
Последовательность установки следующая:
- Штуцер установить согласно принятой для него схеме (рисунок 26).
- Выверить перпендикулярность оси люка или штуцера относительно корпуса при помощи угольника. В соответствии с вышеперечисленными требованиями ОСТ 26.291-94 выверяется позиционное отклонение осей штуцеров и люков (не должно быть более ±10 мм) и отклонение по высоте (вылету) штуцеров (не должно быть более ±5 мм).
- Произвести прихватку штуцера полуавтоматом ПДГ-505 в С02 проволокой Св-10ХГ2СМ диаметром 1,2 мм, ток постоянный, полярность обратная. После сборки всех штуцеров с корпусом произвести их приварку.
3.8 Сборка опоры и прихватка ее к корпусу аппарата
Предварительно перед сборкой, опоры на универсальную сборочную плиту (рисунок 19) поместить заготовки 2 части опоры (рисунок 7) и выставить допустимое превышение кромок, установить входные и выходные планки.
Сборку и прихватку всех элементов опор к корпусу аппарата производить полуавтоматом ПДГ-505 в С02 проволокой Св-10ХГ2СМ диаметром 1,2 мм, ток постоянный, полярность обратная.
Последовательность сборки следующая:
- собрать под сварку опорный лист с опорными ребрами. После выполнения сварки выверить перпендикулярность угольником.
- выполнить приварку подкладного листа к собранной опоре.
- выполнить приварку нижней плиты к собранной опоре.
![]() 4
Сварочные операции
4
Сварочные операции
4.1 Сварочные материалы
При изготовлении данной конструкции были использованы следующие материалы:
- сварочные проволоки марок Св-08Г2С, Св-10ХГ2СМА по ГОСТ 2246 - 70
- флюсы марок АН-348А, Ан-26С по ГОСТ 9087 - 81
- газ С02. по ГОСТ 8050 - 85
Таблица 12- Химический состав проволок
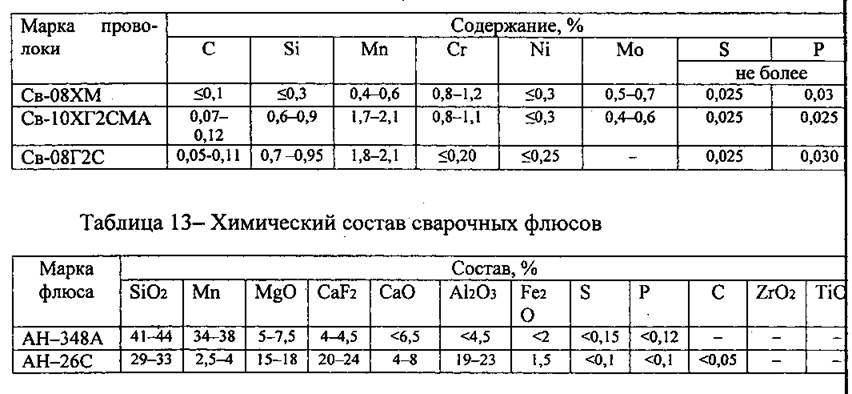
Флюс АН-26С - это смесь стекловидных и пемзовидных зерен, цвет серый всех оттенков и светло-зеленый.
Газ СОг поставляется по ГОСТ 8050-76 и бывает трех видов: сварочный, пищевой и технический. Сварочный углекислый газ содержит:
- С02 об. %, не менее - 99,5;
- С02 об. %, не менее - 99,8;
- минеральных масел, мл/кг, не более - 0,1.
4.1 Сварка корпуса аппарата
4.1.1 Сварка продольного стыка обечаек
Продольные стыки обечаек будут свариваться автоматической дуговой
![]()
![]() сваркой под флюсом на флюсовой подушке с
предварительным подогревом на специальной установке У-416 (рисунок 21),
техническая характеристика которой приведена в таблице 11. Расчёт режимов
сварки приведён ниже.
сваркой под флюсом на флюсовой подушке с
предварительным подогревом на специальной установке У-416 (рисунок 21),
техническая характеристика которой приведена в таблице 11. Расчёт режимов
сварки приведён ниже.
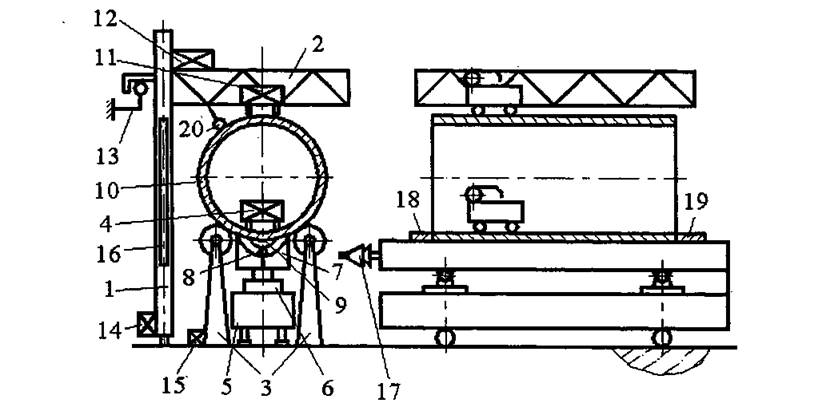
1 - велосипедная
тележка; 2 - велобалкон; 3 - роликовый стенд; 4 - сварочный трактор для
сварки внутреннего шва обечайки; 5 - тележка флюсовой подушки, перемещающаяся
вдоль
роликового стенда по рельсовому пути; 6 - пневмоцилиндры флюсовой подушки для
пред
варительного поджатия флюса к стыку с наружи обечайки; 7 - металлический корпус
флю
совой подушки; 8 - прорезиненный шланг; 9 -
эластичный латок флюсовой подушки для уп
лотнения продольного стыка; 10 - свариваемая обечайка с планками; 11 -
сварочная головка
или трактор для сварки наружного продольного стыка; 12 - привод перемещения
балкона; 13
- механизм, предотвращающий наклон велосипедной тележки; 14 - привод
перемещения ве
лотележки; 15 - привод вращения роликового стенда; 16 - противовес велобалкона;
17 -
штуцер ввода сжатого воздуха; 18 и 19 - входные и выходные планки или
контрольная пла
стина; 20 - кольцевой выключатель !
Рисунок 27 - Установка для сварки продольных швов обечаек !
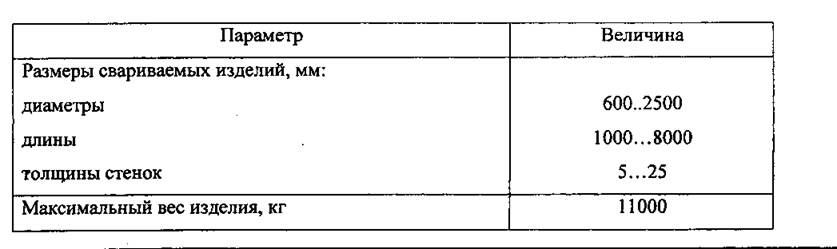
Таблица 14 - Техническая характеристика универсальной установке У-416 для сварки продольных и кольцевых швов цилиндрических изделий
![]()
![]()
![]()

4.1.2 Расчёт режимов сварки продольного стыка обечайки
Для сварки продольного стыка обечайки принимаем автоматическую сварку под флюсом, тип соединения С2 по ГОСТ 8713-79 (рисунок 28).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.