2.15.11.Приёмка слоев проката со второго поворотного устройства осуществляется укладочными столами. В исходном положении подъёмные столы подняты в крайнее верхнее положение, ограничительные рычаги находятся в вертикальном положении. При укладке слоя проката подъёмные столы опускаются на толщину укладываемого слоя. Пачки мерной длины должны иметь торец с одной стороны и разбег штанг с другой.
2.15.12. Величина опускания столов и количество слоев в набираемом па-кете предварительно устанавливается для каждой 12-метровой секции линии укладки на соответствующих счётчиках импульсов.
2.15.13. Установка ограничительных рычагов зависит от ширины набираемого пакета. Установка производится вращением маховичка, который перемещает штангу и раму с упором.
2.15.14. После набора пакета подъёмные столы опускаются в крайнее нижнее положение, при этом происходит передача пакета, на тележки поперечного транспортера. Ход подъёмных столов в крайних положениях ограничивается концевыми выключателями.
2.15.15.После передачи пакета тележки поперечного транспортера транспортируют пакет на весы и далее к вязальным машинам. Подъёмные столы и ограничительные рычаги возвращаются в исходное положение.
|
|
2.15.16.Управление приводом тележек поперечного транспортера осуществляется вручную, а также в полуавтоматическом режимах. Остановка тележек в определённом положении и импульс ограничительных рычагов и подъёмных полов осуществляется концевыми выключателями.
2.15.17. Ширина формируемых пакетов проката зависит от профиля проката ограничивается шириной укладочных рольгангов.
2.15.18 Ответственность за формирование пакета несет оператор ПУ за упаковку металла оператор ПВМ -уборщик металла.
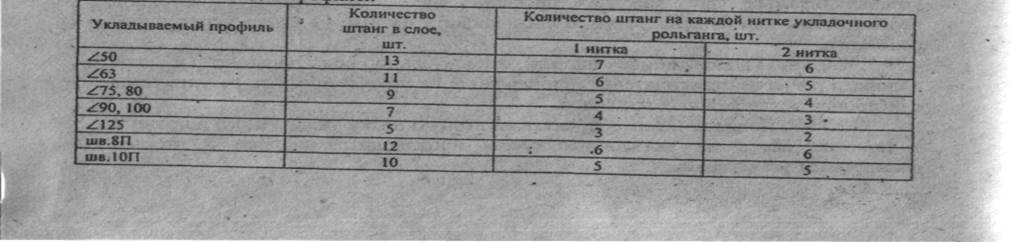
Таблица 3 – Укладка профилей
Продолжение таблицы 3
|
Укладываемый профиль |
Количество штанг в слое, шт. |
Количество штанг на каждой нитке укла-дочного рольганга, шт. |
|
|
1 нитка |
V 2 нитка |
||
|
шв.12П |
8 |
4 |
4 |
|
шв.14, 16П |
6 |
з |
3 •' |
|
балка 10 |
5 |
5 |
|
|
балка 12 |
4 |
4 |
|
|
балка 14-16 |
3 |
3 |
|
|
СВП 17 |
4 |
4 |
|
|
СВП22-27 |
3 |
3 |
|
|
кв.60 |
5 |
3 |
2 |
2.16.1.Пакетировка круглого и арматурного проката, увязка, взвешивание производится на участках пакетировки, примыкающих к цепным передающим устройствам № III или №II.
2.16.2.Пакетировка круглого и арматурного проката, увязка, взвешивание может производиться на укладочной линии.
2.16.3.Поперечным перемещением цепного передающего устройства № II или № III в направлении цепных карманов осуществляется сброс круглой стали в сборники цепных карманов, где происходит сбор и формирование пакетов.
2.16.4. После достижения необходимого объёма пакетов, прокат перекладывается в тележки поперечного транспортера, предназначенные для транспортировки пакетов от цепных карманов на весы, где производится взвешивание. Перед перекладыванием пакета в тележки, оператор ПУ в ручном режиме несколько раз поднимает и опускает карманы до полного выравнивания отдельных перекрученных штанг.
2.16.5. Пакет увязывается вязками из 2 нитей с закруткой в три оборота. Расстояние от торца пакета до крайних вязок 300-500 мм.
2.16.6.Выровненный по торцам пакет на укладочных столах и весь прокат, пакетируемый на участках пакетировки круглой стали, увязывается проволокой диаметром 6,5 мм из 2 нитей с закруткой от торцов до крайних вязок 300-500 мм, остальные через 2—3 м, а по требованию потребителя через 1-1,5м. Количество обвязок связки в зависимости от длины прутков
до 6 метров - не менее 3-х обвязок;
до 9 метров - не менее 4-х обвязок;
до 12 метров - не менее 5 обвязок.
2.16.7. После плотной увязки пакетов, предназначенных на экспорт, концы проволоки обрезают на расстоянии не более 150 мм от закрутки и подгибают к пакету.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.