4.5. Написать программу управления станком в соответствии с
принятым алгоритмом. Входной информацией является вектор сигналов от дискретных датчиков, выходной - сигналы, подаваемые на исполнительные устройства от ЭВМ. Необходимо учесть, что исполнительные устройства могут иметь различное число состояний. Решение о сигнале с датчика принимается после многократного опроса по большинству (мажоритарный принцип).
5. Содержание отчета
5.1. Цель работы, постановка задачи, основные исходные данные.
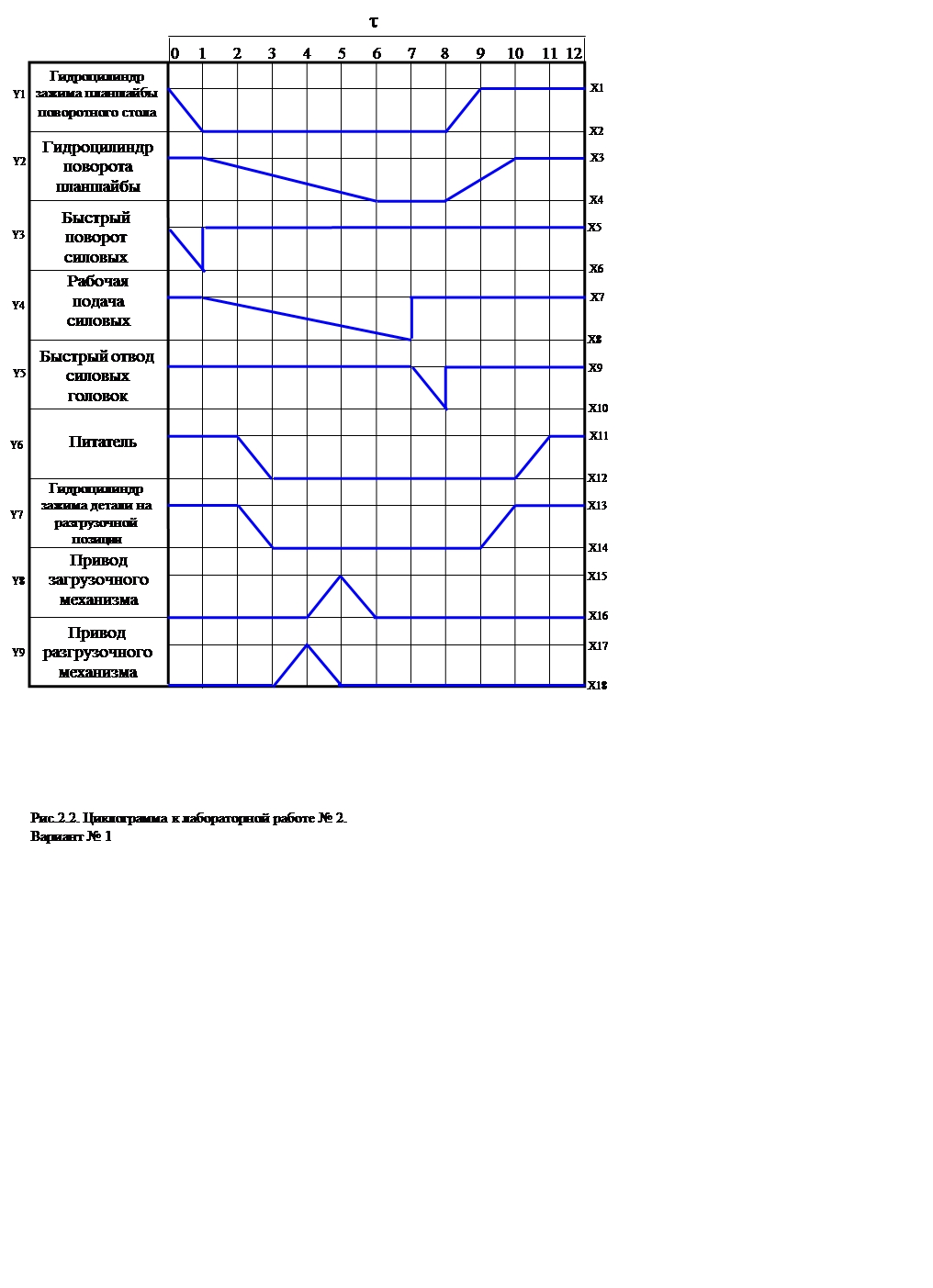
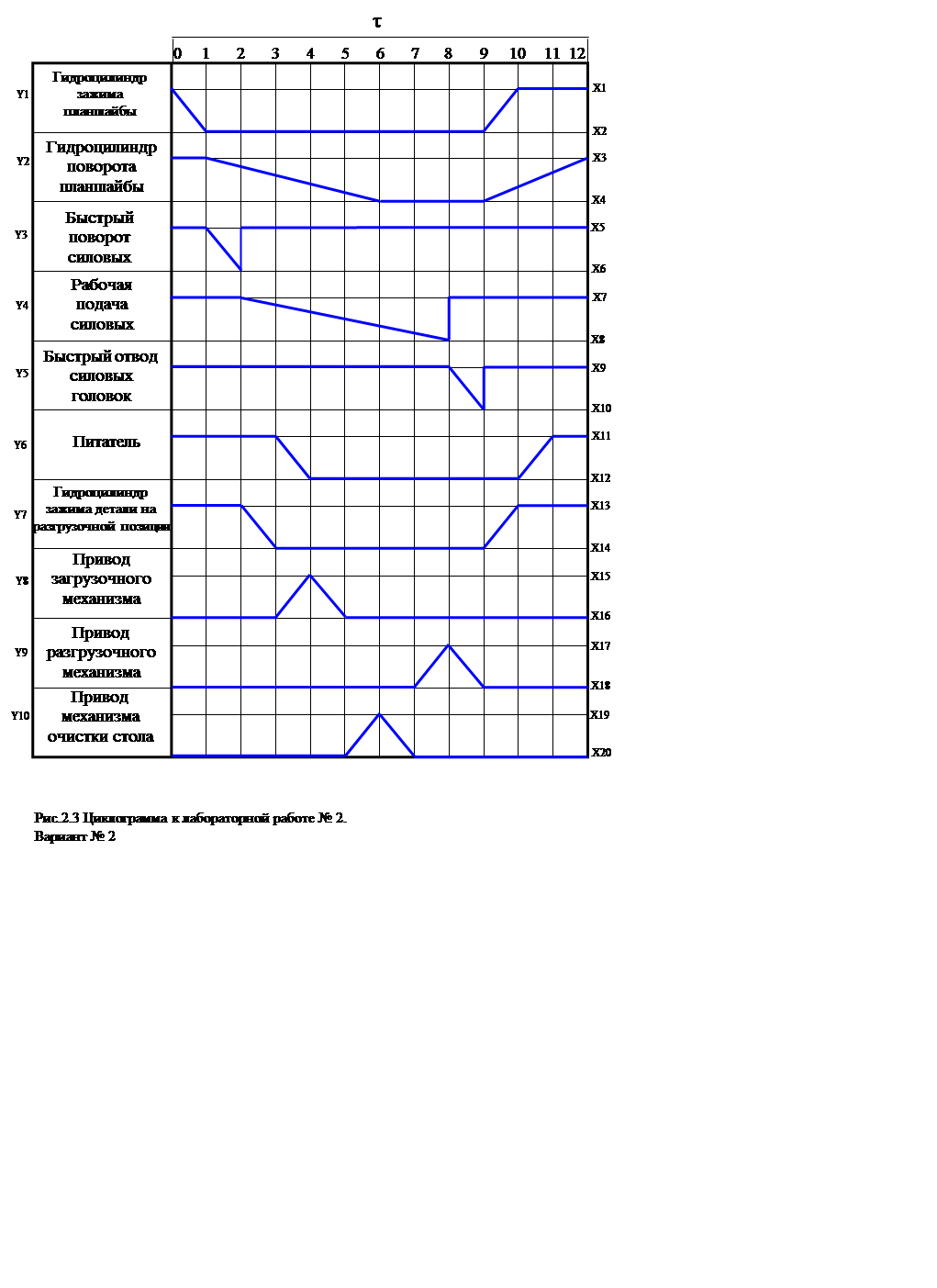
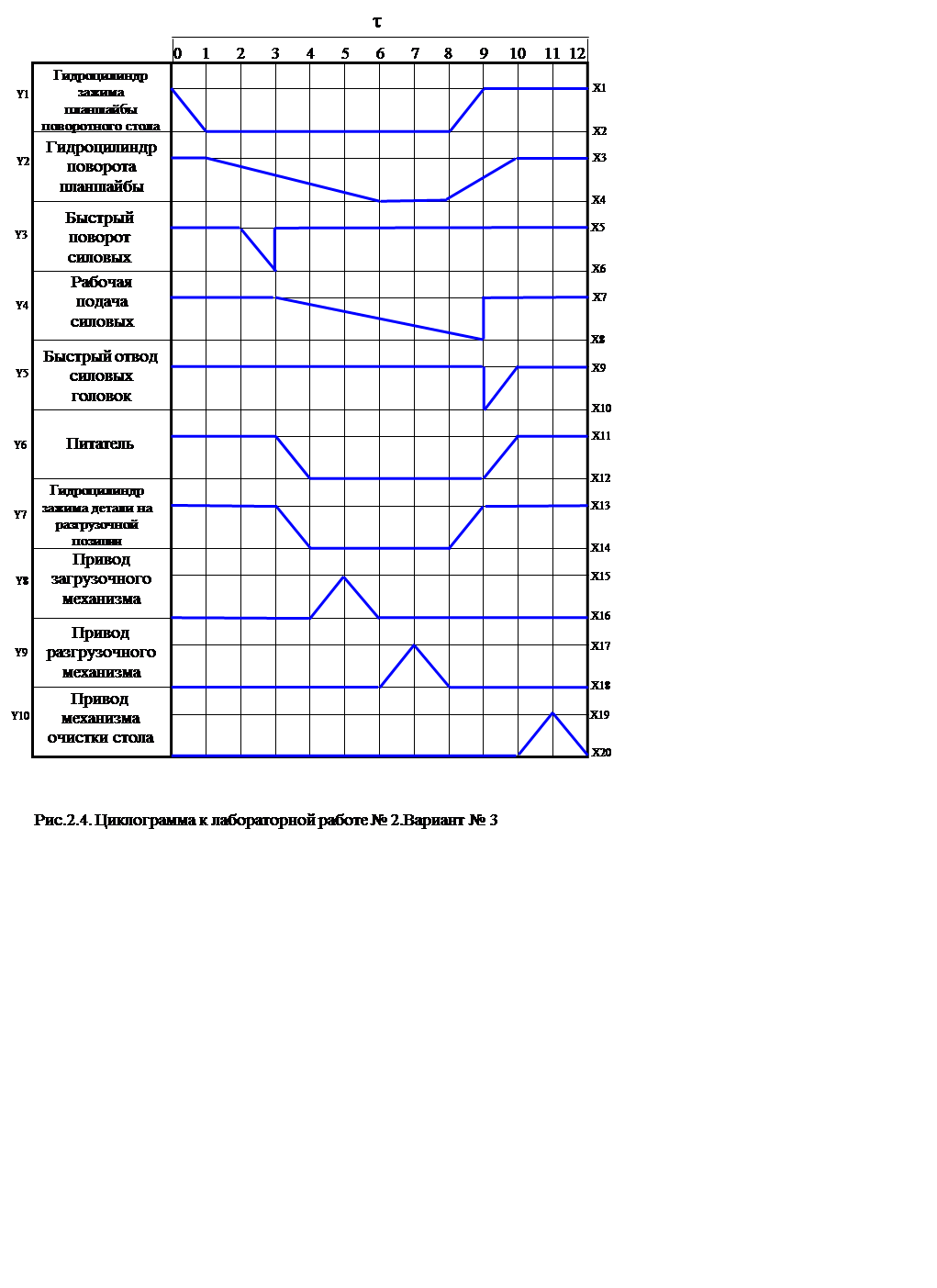
5.2. Диаграмма изменения состояний входов и выходов в управлении агрегатным станком.
5.3. Система логических уравнений переходов циклического процесса, система операторных уравнений для определения выходных сигналов, подаваемых на исполнительные устройства(1) См. Приложение 1.
5.4. Алгоритм работы системы управления и контроля.
5.5. Программа управления агрегатным станком с обработкой входных сигналов, диагностикой сбоев и отображением управляющих воздействий в удобном для контроля виде.
6. Контрольные вопросы
6.1. Устройства ввода и вывода дискретной информации из ЭВМ.
6.2. Контроллеры внешних устройств ЭВМ и их назначение.
6.3. Методы и алгоритмы отработки дискретных сигналов датчиков.
6.4. Методы реализации алгоритмов управления дискретными объектами, алгоритмы опроса датчиков.
6.5. Дискретные исполнительные устройства.
7. Исходные данные
7.1. Число позиций агрегата 6
7.2. Число исполнительных механизмов 10
7.3. Число тактов управления 12
7.4. Число состояний рабочих органов 2...4
7.5. Варианты циклограмм рис.2.2, 2.3, 2.4.
Литература
1. Корданский А.А. и др. Централизованное управление машиностроительным оборудованием от ЭВМ. - М.: Машиностроение, 1979. - С.135-142,155-156.
2. Мини- и микроЭВМ в управлении промышленными объектами /Л.Г.Филиппов, И.Р.Фрейдзон и др.; Пер. с рум. Э.Дятку; Под ред. И.Р.Фрейдзона. - Л.: Машиностроение, 1984.
Лабораторная работа 3
УПРАВЛЕНИЕ ДИСКРЕТНЫМ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ. ПЛАН-ГРАФИК ЗАГРУЗКИ ОБОРУДОВАНИЯ.
Цель работы: исследование алгоритма количественного управления дискретным производственным процессом. Задача состоит в нахождении наилучшего: (в смысле заданного критерия) варианта загрузки дискретного оборудования, организованного в некоторую производственную систему.
1. Постановка задачи
Экономическое управление дискретным производством сводится в основном к управлению производительностью технологического процесса, для которого эта задача решается. Производительность определяется через затраты времени на собственно технологические операции и непроизводительные затраты, состоящие из времени на подготовительно-заключительные операции и затраты на транспортировку и межоперационное хранение полуфабрикатов. Время на технологические операции уменьшать нельзя, так как это привело бы к нарушению технологии. Таким образом, управлению поддаются непроизводительные затраты времени, и определяется временной критерий управления дискретным технологическим процессом.
Временной критерий широко используется на практике и относится к классу регулярных критериев; с ним связаны такие показатели, как суммарное время простоев оборудования, коэффициент загрузки технологических линий, и т.п.
Задача планирования загрузки оборудования во времени сводится к составлению расписаний или математической задаче теории расписаний.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.