Вариант 1. Автоматизация установки для контроля биения.
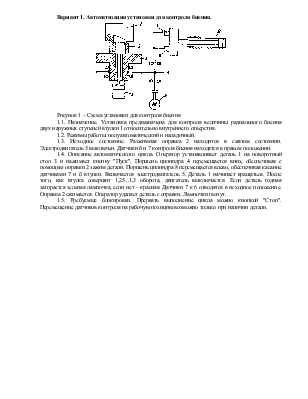
Рисунок 1 – Схема установки для контроля биения
1.1. Назначение. Установка предназначена для контроля величины радиального биения двух наружных ступеней втулки 1 относительно внутреннего отверстия.
1.2. Режимы работы: полуавтоматический и наладочный.
1.3. Исходное состояние. Разжимная оправка 2 находится в сжатом состоянии. Электродвигатель 5 выключен. Датчики б и 7 контроля биения находятся в правом положении.
1.4. Описание автоматического цикла. Оператор устанавливает деталь 1 на поворотный стол 3 и нажимает кнопку "Пуск". Поршень цилиндра 4 перемещается вниз, обеспечивая с помощью оправки 2 зажим детали. Поршень цилиндра 8 перемещается влево, обеспечивая касание датчиками 7 и б втулки. Включается электродвигатель 5. Деталь 1 начинает вращаться. После того, как втулка совершит 1,25...1,3 оборота, двигатель выключается. Если деталь годная загорается зеленая лампочка, если нет – красная. Датчики 7 к 6 отводятся в исходное положение. Оправка 2 сжимается. Оператор удаляет деталь с оправки. Лампочки гаснут.
1.5. Требуемые блокировки. Прервать выполнение цикла можно кнопкой "Стоп". Перемещение датчиков контроля на рабочую позицию возможно только при наличии детали.
2. Автоматизация загрузки токарного станка.
Рисунок 2 – Схема устройства для загрузки станка
2.1. Назначение. Устройство предназначено для автоматической загрузки заготовки 2 в цанговый патрон 5, ее закрепления и выталкивания в приемный лоток 4 после обработки.
2.2. Режимы работы: автоматический и наладочный.
2.3. Исходное состояние. Питатель 1 находится вверху. Заталкиватель 3 смещен вправо. Цанговый патрон разжат. Приемный лоток находится внизу.
2.4. Описание автоматического цикла. Питатель 1 опускается вниз. Заталкиватель 3 толкает заготовку в цанговый патрон 5. Цанга зажимается. Толкатель 3 перемещается вправо. Питатель поднимается вверх. Подается команда на включение станка. По окончании работы станка приемный лоток 4 поднимается вверх. Цанга разжимается. С помощью пружинного выталкивателя 6 деталь выталкивается в приемный лоток 4. После разжима цанги через 3с приемный лоток опускается вниз.
2.5. Требуемые блокировки. При нажатии кнопки "Стоп" выполнение автоматического цикла прекращается. При низком давлении сжатого воздуха автоматический цикл не возобновляется.
3. Автоматизация установки для контроля размеров.
Рисунок 3 – Схема установки для контроля размеров.
3.1. Назначение. Установка предназначена для контроля размеров детали 1.
3.2. Режимы работы: полуавтоматический и наладочный.
3.3. Исходное состояние. Разжимная оправка 2 сжата. Каретка 3 находится в левом положении. Датчик Д4 поднят вверх.
3.4. Описание автоматического цикла. Оператор устанавливает деталь 1 на каретку 3 и нажимает кнопку "Пуск". Поршень цилиндра 4 перемещается вверх, обеспечивая зажим детали оправкой 2. Каретка 3 перемещается вправо до касания с датчиками размеров Д1 – Д3. Поршень цилиндра 4 перемещается вниз опускается вниз. Через 1-2с загораются лампочки: зеленая, если деталь годная, или красная, если бракованная. Поршень цилиндра 6 поднимается. Каретка перемещается влево. Оправка 2 сжимается. Оператор удаляет деталь с каретки. Лампочки гаснут.
3.5. Требуемые блокировки. Прерывание цикла осуществляется кнопкой "Стоп". Перемещение каретки вправо возможно при наличии детали и при поднятом вверх поршне цилиндра 6.
4. Автоматизация контроля диаметральных размеров.
Рисунок 4 – Схема автомата для контроля диаметральных размеров
4.1. Назначение. Автомат предназначен для контроля двух диаметральных размеров детали 2.
4.2. Режимы работы: автоматический и наладочный.
4.3. Исходное состояние. Питатель 1 находится в левом положении. Зажимное цанговое устройство 4 разжато. Каретка 6 смещена назад. Державка 7 с датчиками находится в правом положении.
4.4. Описание автоматического цикла. Питатель 1 перемещается вправо. Поршень цилиндра 5 перемещает каретку 6 вперед. Более длинная ступень детали попадает в отверстие цанги 3. Цанга зажимается. Питатель перемещается в исходное положение. Державка 7 перемещается влево. В течение 3с с помощью датчиков Д1 и Д2 производится контроль диаметральных размеров. Загорается красная лампочка, если деталь бракованная, и зеленая – если годная. Державка 7 отводится вправо. Цанга разжимается. Деталь падает на склиз 8. Каретка 6 перемещается назад.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.