












|
«СОГЛАСОВАНО» |
«УТВЕРЖДАЮ» |
|
Главный инженер ЗАО «Рязанская нефтеперерабатывающая компания» __________________ С.А.Логинов «______»_______________ 2003 г. |
Научный руководитель Омского филиала Института катализа СО РАН ___________________ В.К.Дуплякин «______»_______________ 2003 г. |
на реконструкцию установки риформинга ЛЧ-35/11-600 на режим повышенной жесткости
к государственному контракту «Разработка и промышленное освоение катализаторов и каталитических технологий нового поколения для производства моторных топлив»
ОМСК – 2003
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
на реконструкцию установки риформинга ЛЧ-35/11-600 на режим повышенной жесткости
Госконтракт «Разработка и промышленное освоение катализаторов и каталитических технологий нового поколения для производства моторных топлив»
Разработчик:
Омский филиал Института катализа
СО РАН В.К.Дуплякин
Согласовано:
От ОАО «Тюменская нефтяная компания»
От ЗАО «Рязанская нефтеперерабатывающая
компани»
ОМСК – 2003
I. Краткая характеристика существующего состояния установки
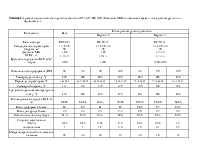
1. Проектные данные
Установка ЛЧ-35-11/600 предназначена для переработки широких бензиновых фракций с целью производства высокооктанового компонента автомобильного бензина с ОЧ (ММ)= 82-85. Установка на Рязанском НПЗ введена в эксплуатацию в 1970 г. (проект 1967 г.).
По проекту блок гидроочистки работал по проточной схеме при давлении 2,4 МПа, кратность циркуляции ВСГ 80 м3/м3 сырья, объемная скорость подачи сырья (ОСПС) – 6,6 ч-1. Остаточное содержание серы в гидрогенизате регламентировалось значениями 5-10 ppm, что соответствовало требованиям для катализатора АП-64. Блок риформинга состоял из 4-х реакторов с общей загрузкой катализатора 76 м3 и его распределением 1:2:2х2, при этом два последних реактора работают параллельно. Рабочее давление по проекту составляло 3,5 МПа, кратность циркуляции ВСГ равна 1300-1800 м3/м3 сырья, которая обеспечивалась двумя циркуляционными компрессорами типа ТК-364 производительностью по 110 тыс. м3/час, проектная загрузка по сырью 100 м3/час (ОСПС=1,3 ч-1).
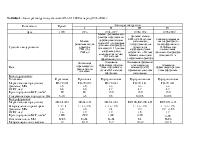
2. Модернизация установки
За время эксплуатации с 1970 года установка подвергалась неоднократной модернизации, основные этапы которой представлены в табл.1. В период 1973-1977гг. для обеспечения устойчивой работы блока гидроочистки произведен монтаж радиального ввода сырья в Р-601 и осуществлена циркуляционная схема подачи ВСГ дожимными компрессорами установки Л-35-5, при этом рабочее давление возросло до 3,3 МПа, кратность циркуляции ВСГ до 150 м3/м3 сырья. В схему гидроочистки был дополнительно включен второй реактор с аксиальным вводом сырья, что позволило снизить ОСПС с 6.6 до 4,7 ч-1, а содержание серы в гидрогенизате до 0,2-0,5 млн-1. Параллельно на блоке риформинга были смонтированы радиальные вводы в реактора, что привело к снижению общей загрузке катализатора с 76 до 58 м3 и к изменению распределения катализаторов по реакторам 1:1.3:1.3х2, установлена дополнительная колонна осушки ВСГ, смонтирован узел подачи хлора в сырье. Уменьшение загрузки катализатора привело к значительному увеличению ОСПС с 1.3 до 1.8 ч-1 и снижению эффективности работы АП-64. Эти обстоятельства стимулировали перевод установки в 1978 году на платинорениевый катализатор КР-106, а с 1983 по 1994гг. на установке эксплуатировался катализатор КР-108, который отличался повышенной селективностью. Таким образом, проведенные мероприятия по модернизации установки позволили перейти на платинорениевые катализаторы риформинга серии КР, которые обеспечили стабильную работу установки в режиме получения риформата с ИОЧ = 83-84 и межрегенерационным циклом 10-12 месяцев. С 1998 года по настоящее время установка эксплуатируется в режиме выработки риформата с МОЧ=85-86. В 2002 году рабочее давление удалось снизить до 1,85 МПа и достичь максимальных показателей по активности (МОЧ до 87 ).
Заключение: Таким образом, проведенные мероприятия по модернизации установки позволили изменить в сравнении с проектными остаточное содержание серы в гидрогенизате с 5-10 до 0.2-0.5 ppm, снизить давление в блоке риформинга с 3.5 до 1.85 МПа и перейти на платинорениевые катализаторы серии КР, а затем серии ПР, которые обеспечили выработку риформата с ИОЧ = 85-86 при межрегенерационном цикле не менее 1 года, несмотря на значительное увеличение объемной скорости подачи сырья.
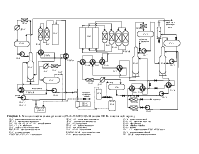
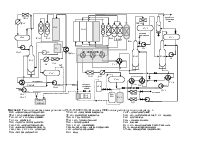
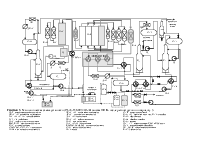
2. Описание существующей технологической схемы установки
ЛЧ-З5-11/600 ЗАО «РНПК»
Принципиальная технологическая схема установки представлена на рисунке 1.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.