- визначити та записати ступінь механізації кожної операції.
Операції слід записувати за їх назвами. Якщо будуть одинакові за назвою операції, то слід зазначити їх кількість і записати окремо суть кожної з них. Наприклад, в ТТП операція «Складання» записана один раз у загальному вигляді з таким змістом: установити ЕРЕ на печатну плату. Необхідно визначити, скільки буде таких складальних операцій в ОТП для ЕРЕ конкретних позицій. Їх кількість залежить:
- від типів і типорозмірів елементної бази;
- виводів ЕРЕ, що монтуються в отвори або на поверхню;
- осьових або радіальних виводів ЕРЕ та їх кількості;
- виду кріплення ЕРЕ на плату: на свої виводи з підгинанням, приклеюванням, механічним кріпленням гвинтовим з’єднанням тощо;
- установлення ЕРЕ на одній стороні плати чи на двох;
- ступеня механізації операції та функціональних можливостей вибраного обладнання;
- особливих властивостей елементної бази (негерметичність, вплив статичної електрики та ін.).
При розробленні та визначенні кількості підготовчих операцій, що відносяться до формування й обрізування виводів ЕРЕ, спочатку необхідно розробити складальні операції та визначити ступінь їх механізації. Наприклад, якщо ЕРЕ з осьовими виводами встановлювати за допомогою автомата, який працює з вклеєними в липку стрічку ЕРЕ, то автомат формує й обрізує виводи в процесі установлення ЕРЕ на плату. Тому окремої підготовчої операції з формування й обрізування виводів таких ЕРЕ не буде, а буде підготовча операція за змістом: вклеїти ЕРЕ поз. … у липку стрічку.
|
Суть операцій необхідно викласти коротко, використовуючи дієслово у наказовому способі (комплектувати, контролювати, промити, маркувати, установити, закріпити, паяти, сушити, лакувати і т.п.). Кількість операцій, на які поділяється складальний процес, може бути різною і залежить від типу виробництва, конструкції виробу та елементної бази.
При визначенні ступеня механізації операцій з технічної літератури, навчальних підручників, стандартів, ТТП, типових технологічних операцій необхідно знати, чи існує відповідне обладнання. Крім того, необхідно з’ясувати технічну та економічну доцільність його використання в конкретних умовах виробництва. У першу чергу слід проаналізувати можливість автоматизованого або механізованого виконання робіт і в останню чергу – виконання робіт вручну.
Етап комплектації навісних елементів і деталей (див. табл. 1.2), що входять до складу модулів першого рівня, трудомісткий і виконується в основному вручну. Це пов’язано з різноманіттям тари, у якій поставляються ЕРЕ і ІМС. Велика кількість тари призначена для їхнього збереження і використання в завантажувальних пристроях складального устаткування. За необхідності з тари постачальника електронні компоненти перекладають у проміжні технологічні касети або вклеюють у стрічки (у тому числі у певній послідовності). Мікросхеми в індивідуальній тарі-супутнику розпаковуються на автоматах з орієнтацією за ключем і укладенням у технологічні касети. Для елементів, установлюваних в отвори, ще застосовують картонні карти, пластмасові коробки, пластикові конверти. Однак ця тара є застарілою і використання її вимагає перевантаження ЕРЕ в касети або стрічки. Для компонентів, що монтуються на поверхню плат, нині застосовують такі види поставок [2]:
- розсипом (Chip і Melf корпуси);
- трубчаста упаковка (пенал) (корпуси PLCC з j-виводами і «крило чайки»);
- комірчастий (матричний) магазин (корпуси SO і PLCC з j-виводами);
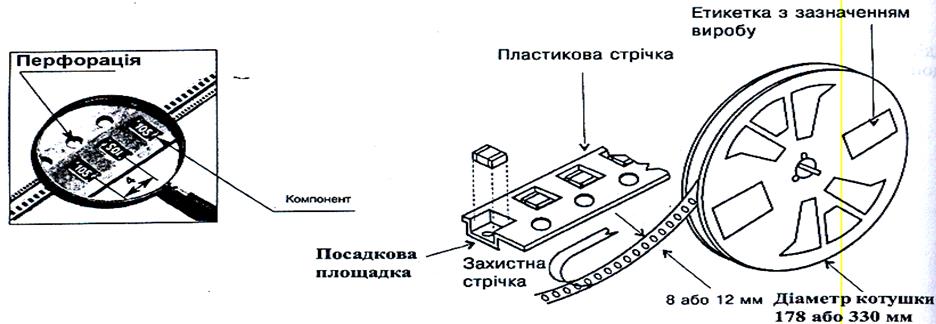
- упаковка в блістер-стрічку (корпуси Chip, Melf, SOT, SO та ін.).
Для штучних ЕРЕ, що постачаються розсипом, застосовують завантажувальні вібробункери, які забезпечують упорядковану подачу елементів до складальних автоматів або до пристроїв попередньої підготовки (формування, обрізування виводів) їх до монтажу.
|
Упаковка у комірчастий магазин відбувається на спеціальних матричних піддонах (рис. 6.1), у яких розміщуються корпуси багатовивідних компонентів. Автоматом-укладальником піддони за програмою витягуються з магазина і компонент установлюється на поверхню плати відповідно до заданої адресації. Застосування комірчастих магазинів обмежується невеликою кількістю даних компонентів на піддоні і в магазині.
|
|
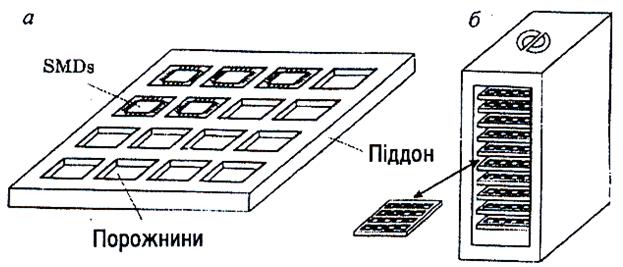
Рисунок 6.1 – Загальний вигляд матричних піддонів (а) і магазина для їх розміщення (б)
![]()
|

|
|
|
Закуплені ІМС і ЕРЕ надходять на центральний заводський склад, звідки за заявками їх доставляють на цеховий склад або ділянку комплектації і далі – на робочі місця.
Для підвищення продуктивності складальних автоматів елементи повинні бути упаковані в технологічні матричні магазини (рис. 6.3), касети (для ІМС) або стрічку (див. рис. 6.2).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.