компонентів КМП2;
оплавлення паяльної пасти; промивання печатної плати з компонентами; контроль
паяних з’єднань. При паянні в паровій фазі (ПФ), а також ІЧ випромінюванням з
нижнім і верхнім розміщенням випромінювачів операцію оплавлення пасти після
установлення КМП1 не проводять.
При
конструктивному виконанні 3 (див. табл. 5.1) тільки на верхній стороні плати
установлюються компоненти для монтажу в отвори (КМО
1) і поверхневого
(КМП
1) монтажу. Монтаж компонентів містить такі операції (рис. 5.3):
нанесення паяльної пасти на контактні площадки верхньої сторони плати; установлення
КМП
1; контроль; сушіння та оплавлення паяльної пасти; установлення в
отвори КМО
1; паяння КМО
1 подвійною хвилею припою;
промивання печатної плати з компонентами; контроль паяних з’єднань.








Рисунок 5.3 – Схема
технологічного процесу монтажу компонентів згідно з варіантом 3 табл. 5.1: а –
нанесення паяльної пасти; б – установлення КМП1; в – сушіння й оплавлення
паяльної пасти; г – установлення КМО1; д – паяння КМО1
подвійною хвилею припою
При конструктивному
виконанні 4 (див. табл. 5.1) на верхній стороні плати установлено тільки
компоненти КМО1 для монтажу в отвори (”штиркового”), на нижній
– компоненти КМП2 для поверхневого монтажу, здебільшого
пасивні. Монтаж компонентів містить такі операції (рис. 5.4): нанесення клею
на нижню поверхню плати; установлення компонентів КМП2;
контроль


Рисунок 5.4 – Схема технологічного
процесу монтажу компонентів згідно з варіантом 4 табл. 5.1: а – нанесення клею;
б – установлення КМП 2; в – полімеризація клею; г – перевернення
плати; д – установ-лення КМО1; е – паяння КМО 1
і КМП2 подвійною хвилею припою
установлення компонентів;
полімеризація клею УФ і (або) ІЧ випромінюванням; перевернення плати; установлення
компонентів КМО1; спільне паяння КМП2 і КМО1
подвійною хвилею припою; промивання печатної плати з компонентами;
контроль паяних з’єднань.
При
конструктивному виконанні 5 (див. табл. 5.1) на верхній стороні плати
компоненти КМО
1 для монтажу в отвори і поверхневого КМП
1
монтажу, на нижній – компоненти КМП
2 для поверхневого монтажу.
Монтаж компонентів містить такі операції: нанесення на нижню сторону печатної
плати дозатором клею; установлення компонентів КМП
2; контроль
установлення компонентів; полімеризація клею УФ і (або) ІЧ випромінюванням;
перевернення плати; нанесення паяльної пасти; установлення компонентів КМП
1;
оплавлення паяльної пасти в паровій фазі ПФ або ІЧ випромінюванням; установлення
компонентів КМО
1; спільне паяння компонентів КМП
2 і КМО
1
подвійною хвилею припою; промивання печатної плати з компонентами; контроль
паяних з’єднань.
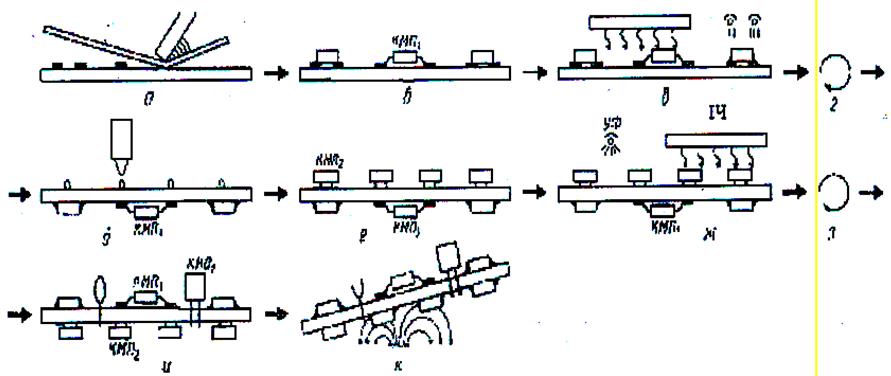
 Можливий другий варіант ТП з такими
операціями (рис. 5.5): нанесення паяльної пасти на плату; установлення
компонентів КМП1; контроль; сушіння й оплавлення паяльної
пасти будь-яким методом (УЧ, ПФ, ПН); перевернення плати; нанесення дозатором
клею; установлення КМП2; полімеризація клею; перевернення
плати; установлення компонентів КМО1; спільне паяння КМП2
і КМО1 подвійною хвилею припою; промивання печатної плати з
компонентами; контроль паяних з’єднань.
Можливий другий варіант ТП з такими
операціями (рис. 5.5): нанесення паяльної пасти на плату; установлення
компонентів КМП1; контроль; сушіння й оплавлення паяльної
пасти будь-яким методом (УЧ, ПФ, ПН); перевернення плати; нанесення дозатором
клею; установлення КМП2; полімеризація клею; перевернення
плати; установлення компонентів КМО1; спільне паяння КМП2
і КМО1 подвійною хвилею припою; промивання печатної плати з
компонентами; контроль паяних з’єднань.