До механізованої установки з пантографом входить монтажний стіл з двокоординатним переміщенням, на якому закріплюються тримач однієї або кількох плат, магазин компонентів, пристрій позиціонування стола. Елементи з аксіальними і радіальними виводами вклеюються в липку стрічку в заданій послідовності. Призматичні компоненти подаються в зону установлення з вертикально розміщених магазинів. Печатна плата установлюється на тримачі й закріплюється. Її позиціонування виконується вручну за допомогою пантографа. Копірний щуп пантографа вводиться у відповідні отвори шаблону (ПП з розсвердленими отворами), визначаючи положення монтажного стола відносно встановлювальної головки. Після позиціонування встановлювальна головка захоплює елемент (наприклад з аксіальними виводами) і виконує ряд операцій, показаних на рис. 6.8. Продуктивність таких установок досягає 2…2,5 тис. елементів/год.
|
|
|
|
|
|
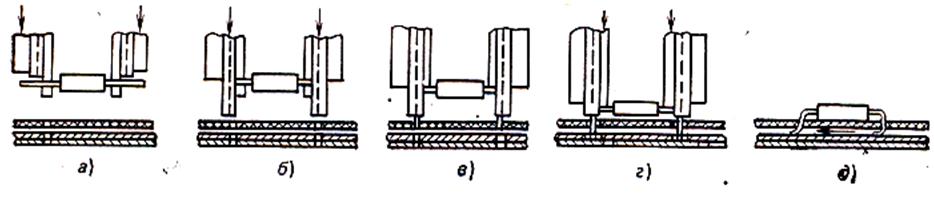
Рисунок 6.8 – Послідовність роботи механізованої встановлювальної головки: а – вирізання ЕРЕ з стрічки; б – вигинання виводів; в – орієнтація виводів; г – сполучення елемента і підрізання виводів; д – фіксування виводів
універсальними, які можуть установлювати різноманітні елементи. На рис. 6.9 наведено схему автоматичної установки для монтажу на платі елементів з осьовими виводами, розміщеними у липкій стрічці. Плата 1 установлюється в монтажному столі 2 у певному положенні.
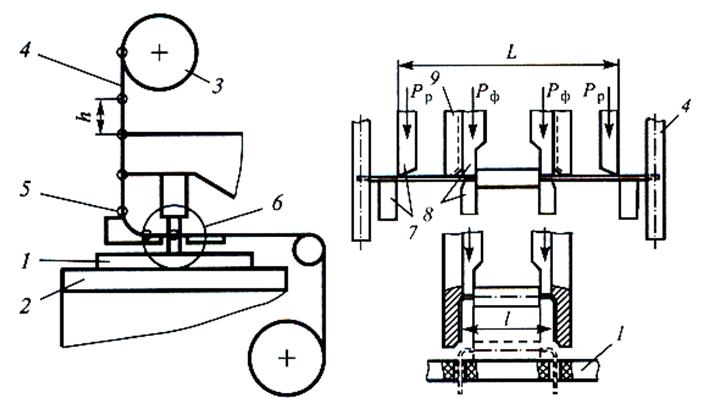
Рис. 6.9 – Схема установки для автоматизованого монтажу елементів з осьовими виводами
З бобіни 3 стрічка 4 з елементами 5 по напрямних надходить у робочу зону, де розміщується робоча головка 6. Робоча головка має механізм вирізання 7 ЕРЕ зі стрічки в розмір L і механізм утримування 8 ЕРЕ від випадання після вирізання, який після формування виводів у розмір l подає і встановлює елемент на плату. Формування виводів виконується при русі пуансона 9 вниз відносно опорної матриці 8. Виводи ЕРЕ утримуються в радіусних канавках пуансонів. Ці канавки строго орієнтують виводи відносно монтажних отворів. Продуктивність таких автоматів (напівавтоматів) – до 2 тис. елементів/год.
|
Касети 1 установлені на нахиленому подавальному пристрої 2, по якому елемент 3 (МС або ЕРЕ), що випав з касети, під власною вагою подається на робочу позицію 4, де він орієнтується, захоплюється встановлювальною головкою 5 і установлюється на підведене за програмою місце на ПП 6.
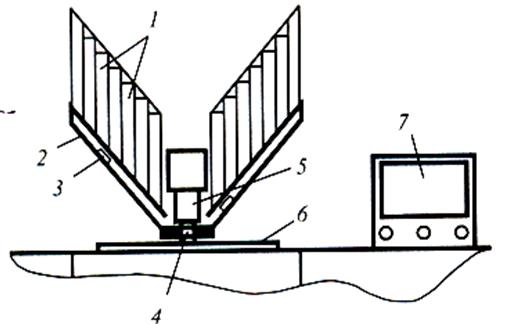
Рисунок 6.10 – Схема верстата-автомата «Amistar» для монтажу мікросхем і ЕРЕ на печатну плату з касет: 1 – касети; 2 – пристрій подавання; 3 – елемент; 4 – робоча позиція; 5 – встановлювальна головка; 6 – ПП; 7 – пристрій керування
Для монтажу ПП широко використовують автоматичні потокові лінії, що складаються з кількох встановлювальних головок з елементами на бобінах. У міру переміщення ПП від однієї головки до іншої на ПП послідовно установлюють усі ЕРЕ.
|
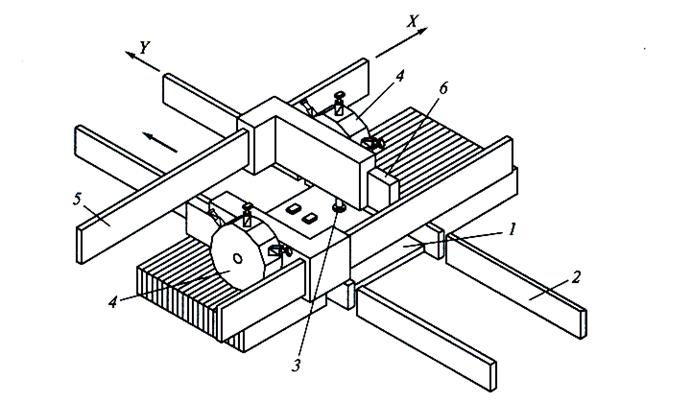
Рисунок 6.11 – Автоматичний монтаж ЕРЕ різних типорозмірів на печатну плату
елементів, права – з правого. Револьверна головка, перемістившись до модуля подавання ЕРЕ, захоплює шість елементів, потім переміщується на позицію установлення і, поки ці елементи установлюються на плату, друга головка захоплює шість елементів на модулі подачі ЕРЕ, які установлюються в автомати у касетах і (або) у стрічках. Продуктивність таких автоматів становить від 17 до 25 тис. елементів/год.
Складальні обладнання ПАЛМІС, ПРОГРЕС для компонентів з планарними виводами постачаються контактуючими пристроями, які зразу після сполучення елементів з платою виконують монтажні операції (паяння).
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.