Примечания:
Расчет количества работников колесно-роликового участка выполнен с учетом ремонта всех колесных пар, поступающих из деповского, текущего ремонта, ТО-3;
Производительность труда – количество продукции, производимой в единицу времени, в расчете на одного работающего, определяется по формуле
 (2.12)
(2.12)
где
N- объем выпуска изделия, ед./год;
К- контингент работающих, чел.
Показатели работы вагонного депо приведены в таблице 2.3.1
Таблица 2.3.1 – Показатели работы вагонного депо
|
Показатели |
ЛВЧД |
По нормам |
|
Производительность труда; |
4,21 |
4,01 |
|
Площадь ВСУ |
3476 |
|
|
Контингент работающих; |
178 |
186 |
|
Годовой фонд рабочего времени; |
1986 |
1980 |
|
Продолжительность технологического цикла |
72 |
92 |
Примечание. Производительность труда АКП рассчитана в переводе на один воздухораспределитель (воздухораспределитель – 1 прив.в-р, электровоздухо-распределитель – 0,56 прив.в-р, клапан переключающий – 0,19 прив.в-р, авторегулятор – 0,93 прив.в-р, рукав соединительный – 0,58 прив.в-р, клапан выпускной – 0,09 прив.в-р, концевой кран – 0,2 прив.в-р, разобщительный кран – 0,17 прив.в-р, стоп-кран – 0,13 прив.в-р).
В таблицу 2.3.2 сведена производительность труда по основным подразделениям.
Таблица 2.3.2 – Производительность труда
|
Наименование участков и отделений |
Производи-тельность труда нормативная |
Производи-тельность труда фактическая |
+/-, % |
|
Вагоносборочный участок |
10 ваг./чел. |
9,5 ваг./чел. |
-5 |
|
Тележечное отделение |
125 тел./чел. |
125 тел./чел. |
0 |
|
Кузовное отделение |
11,9 ваг./чел. |
11,2 ваг./чел. |
-6 |
|
Колесно-роликовый участок |
324 к.п./чел. |
296 к.п./чел. |
-9 |
|
АКП |
1300 в-р/чел. |
1169 в-р/чел. |
-11 |
|
Деревообрабатывающий участок |
94 ваг./чел. |
125 ваг./чел. |
+32 |
|
Участок по ремонту электрооборудования вагонов |
19 ваг./чел. |
21 ваг./чел. |
+10 |
|
Заготовительный участок |
17 ваг./чел. |
21 ваг./чел. |
+19 |
|
По депо |
4,01 ваг./чел. |
4,21 ваг./чел. |
+5 |
2.4 Выводы
По результатам технико-экономического обследования и анализа нормативных показателей сделаны выводы:
На территории депо размещены необходимые здания и сооружения для производства деповского ремонта пассажирских вагонов, рельсовые и безрельсовые дороги, зеленые насаждения и ограждения. Взаимное расположение зданий и сооружений обеспечивают поточность производства и кратчайшие пути передвижения ремонтируемых вагонов и транспортировки запасных частей и материалов. Соблюдается условие максимального объединения в одном здании участков и отделений.
Количество работников внутри депо, по сравнению с расчетом, ниже нормы, распределение по участкам и отделения, по сравнению с расчетным не равномерное – завышено в сборочном, колесно-роликовом участках, АКП, недостаточное в деревообрабатывающем, заготовительном участках, в участке по ремонту электрооборудования.
Производительная мощность депо больше производственная программа, по этому можно увеличить количество вагонов деповской ремонт.
Общая технологическая схема ремонта вагонов показывает, в какой последовательности необходимо производить работы по вагону в целом. Она является стержневым элементов для разработки технологических процессов и организационных вопросов.
Исходными данными для ее построения располагает технологическая документация депо (технологические схемы, карты, графики, ведомости оборудования), полученная при обследовании.
Если общая схема соответствует требованиям инструкций и правил ремонта, то она не изменяется. В противном случае - пересматривается с добавлением (или изъятием) работ.
Производственный процесс ремонта вагонов в депо в общем случае включает следующие работы:
прием вагонов в ремонт;
наружная очистка и мойка вагонов;
разборка вагона;
очистка и мойка сборочных единиц;
разборка сборочных единиц на детали;
очистка и мойка деталей;
дефектация деталей и диагностика сборочных единиц;
ремонт деталей;
комплектование деталей, сборка;
обкатка, испытание и окраска сборочных единиц;
общая сборка, обкатка и испытание вагона;
окраска вагона;
сдача вагона.
Вариант общей технологической схемы ремонта вагона показан на рисунке 3.1.
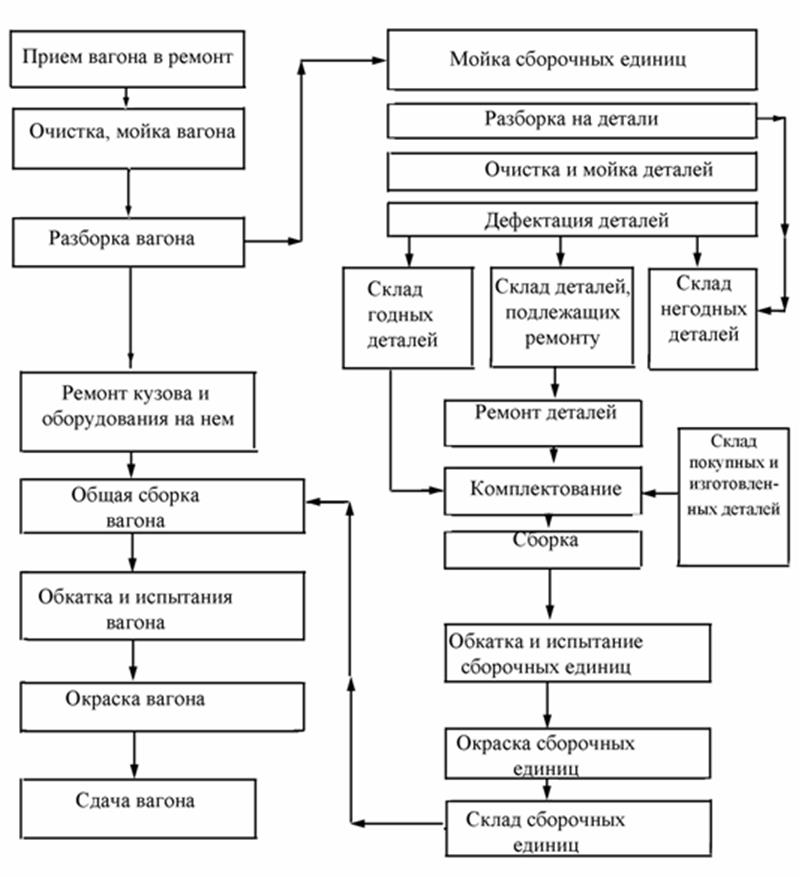
Рисунок 3.1 - Технологическая схема ремонта вагонов в депо
Исходными данными для расчета являются годовая программа ремонта вагонов N*, время технологического цикла (простой вагона в ремонте) Т, продолжительность смены tсм, количество сменных контингентов m (дано в задании на ДП).
На первом этапе определяется количество поточных линий ВСУ, исходя из заданной программы ремонта, по формуле:
 , (2.13)
, (2.13)
где
Кпл – количество поточных линий ВСУ;
N – годовая программа ремонта вагонов в ВСУ, ваг/год;
Т – время технологического цикла, ч;
F – годовой фонд рабочего времени вагоносборочного участка, ч/год;
Кпоз – количество позиций для ремонта вагонов на ВСУ;
Кизд – количество вагонов на позиции, ваг.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.