Прижоги или, как их часто называют, «ожоги» в виде пятен цветов побежалости появляются в результате местного нагрева металла при шлифовании и влекут за собой структурные изменения поверхностного слоя обрабатываемого металла. Это во многих случаях является недопустимым дефектом обработки.
Местный нагрев в зоне шлифования иногда достигает температуры плавления обрабатываемого металла. В этом случае в стружке обнаруживаются шарики, представляющие собой оплавленную стружку.
На рисунке 3 показаны такие шарики, полученные при обработке стали относительно твердым шлифовальным кругом при жестком режиме
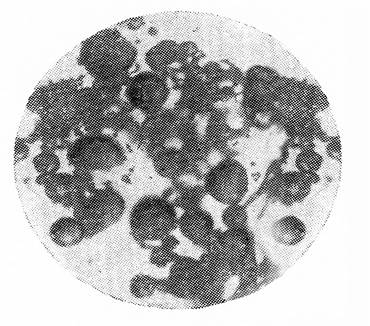
Рисунок 3 - Стружка в виде оплавленных шариков
Поскольку в зоне резания возникают температуры достигающие плавления металла, абразивное зерно должно быть термостойким, т. е. способным противостоять развивающемуся при шлифовании теплу. При высоком нагреве снижается механическая прочность зерен. Их термостойкость, в свою очередь, связана с теплопроводностью коэффициентом линейного расширения и др. При обработке некоторых сплавов (титанистых и др.) происходит химическое взаимодействие между абразивным зерном и обрабатываемой поверхностью, ведущее к «слипанию» этих материалов и преждевременному засаливанию шлифовального круга. Поэтому большое значений имеет химическая стойкость абразивного материала, которая, по-видимому, выше у материалов более чистых, т. е. с меньшим содержанием примесей. Термин «абразивы» включает абразивные материалы, пасты из них и инструменты. Все абразивные материалы разделяются на две группы: природные и искусственные.
Описание механизма шлифования и полирования свободным абразивом и связанным алмазным инструментом.
При подготовке материала к данному разделу был изучен ряд литературных источников, посвященных вопросам обработки оптических материалов. Основные тезисы изученных источников приводятся ниже. Перед этим, приводится небольшое отступление, содержащее базовые теоретические понятия, касающиеся обработки неметаллических материалов.
Методы механической обработки неметаллических материалов подразделяются на два класса: обработка при помощи алмазного связного инструмента и обработка с использованием свободного абразива. Зачастую, в производстве, имеет место комбинация данных методов.
В последнее время, большой интерес уделяется изучению обработки неметаллических материалов именно алмазным инструментом, в силу специфики физико-механических процессов, происходящих в момент разрушения материала.
С целью создания наиболее полного представления о существующих технологиях в области обработки неметаллических материалов, приведем краткое изложение классической технологии обработки на примере стекла, а затем, произведем детальное изложение остальных методов обработки.
При шлифовании свободным абразивом разрушение стекла происходит под воздействием перекатывающихся зерен, которые находятся в зазоре между поверхностью изделия и инструмента (рисунок 4). Прижатые с некоторым усилием друг к другу они совершают относительное перемещение. Размер зерен мал, поэтому они кантуются с большими угловыми скоростями, и, вступая в контакт с материалом, наносят удар. В точке контакта возникают напряжения сжатия, направленные в основном в сторону приложенного усилия. По мере возрастания усилий пространство, занимаемое напряжениями, увеличивается. У поверхности они действуют как растягивающие и, превысив предел прочности материала на разрыв, отрывают наружные слои материала от внутренних. Возникает трещина конической формы. При перекатывании последующих зерен по тем же местам трещины пересекаются и отделяют частицы материала от основной массы. Образуется рельеф в виде множества выступов и впадин, который представляет шероховатость, характерную для шлифованной поверхности. Статистический характер воздействия большого числа одновременно работающих зерен и малое рассеяние энергии элементарного разрушения определяют исключительную однородность рельефа шлифованной поверхности. В энергетическом отношении КПД процесса шлифования свободным абразивом очень мал. Энергия на диспергирование составляет сотые доли процента от всей затраченной механической работы. Остальная ее часть переходит в теплоту .[1]
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.