Перекатываясь между поверхностями шлифовальника и обрабатываемого изделия, поднимаясь и опускаясь, зерно истирается; кроме того, оно подвергается ударно-вибрационному воздействию и частично разрушается. Эффективность процесса шлифования в значительной степени зависит от величины нагрузки, которую выдерживает зерно до разрушения; чтобы противостоять ударам и давлению резания, абразивное зерно должно быть достаточно прочным. Его прочность в большой мере зависит от кристаллического строения, отсутствия внутренних дефектов (трещин, пустот и пр.), а также от размepa и формы кристаллов. Наибольшее применение при шлифовании имеют зерна величиной 0,15—0,75 мм, представляющие собой либо монокристаллы, либо их осколки. Зерна с меньшим количеством дефектов предпочтительны при работе абразивного инструмента в тяжелых условиях, т.е. с большими нагрузками. Способность разрушать поверхность обрабатываемого материала, т. е. внедряться в нее, во многом зависит от твердости абразивных зерен: чем она выше, тем эффективнее процесс, особенно при обработке твердого и прочного материала. Мягкие абразивные материалы истираются быстрее.
Для процесса шлифования существенное значение имеет геометрическая форма абразивных зерен. Округлые зерна более прочны, выдерживают относительно большие нагрузки, чем зерна острые, продолговатые. Каждый вид зерен должен иметь свою область, применения. Абразивы имеют существенное свойство — способность самозатачиваться. Это свойство заключается в следующем. У зерна, имеющего до работы острую вершину (стадия 1) на рисунке 2 — для случая закрепленного зерна, в процессе работы рельеф поверхности постепенно изменяется, переходя от более шероховатого (стадия 2) к менее шероховатому (стадия 3), и, наконец, сглаживается (стадия 4); зерно затупляется.
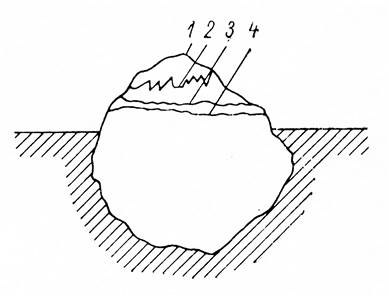
Рисунок 2 - Схематическое изображение износа абразивного зерна:
1- острая вершина; 2- более шероховатая; 3- менее шероховатая; 4 -сглаживание.
Если зерно в начале работы имело неострую вершину, оно и в этом случае пройдет те же стадии изменения. Возрастающее давление резания при затуплении зерна вызывает откалывание от него частичек и образование новых острых кромок; в некоторых случаях зерно целиком выкрашивается из связки. Таким образом, обновление поверхности абразивных зерен происходит во время самой работы; если бы этого не происходило, абразивные инструменты быстро тупились бы и требовали частой правки. Чтобы самозатачивание происходило за счет откалывания затупившейся части зерна с образованием новых острых кромок, абразивный материал должен обладать хрупкостью.
Если бы материал зерна был пластичным, зерно по мере возрастания давления при затуплении сплющивалось бы и поверхность его полностью бы сглаживалась. Таким образом материалы, применяемые для шлифования, должны обладать свойствами высокой твердости и прочности в соединении с хрупкостью. Однако и при наличии хрупкости абразивные зерна могут полностью затупляться. При откалывании от зерна частиц непрерывно образуется поверхность с более мелкими острыми выступами; она может сгладиться настолько, что давление окажется недостаточным для того, чтобы вызвать дальнейшее изнашивание зерна. Если зерно при этом не выпадет из связки или не выломается вместе с ее частицами, поверхность круга окажется затупленной. Металл начинает оседать сначала на зернах, а затем и в порах круга; круг перестанет работать. Такое состояние круга часто называют «засаливанием».
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.