Технический результат достигается тем, что в предлагаемом способе абразивной обработки деталей, включающем относительные перемещения деталей и, по меньшей мере, одного диска с закрепленными на нем по концентрическим зонам абразивными таблетками, используют диск с постоянным количеством абразивных таблеток в каждой концентрической зоне (рисунок 1.2а, б ), определяемым из условия:
![]() (1.1)
(1.1)
где 2Rmax и 2Rmin - соответственно наружный и внутренний диаметра шлифовального диска;
2r – диаметр абразивной таблетки;
![]() – минимальный размер обрабатываемой
детали, и с числом концентрических зон, выбранным из условия равенства
расстояния между соседними абразивными таблетками в смежных зонах.
– минимальный размер обрабатываемой
детали, и с числом концентрических зон, выбранным из условия равенства
расстояния между соседними абразивными таблетками в смежных зонах.

Рисунок 1.2 а - Схема расположения алмазных таблеток новым способом.
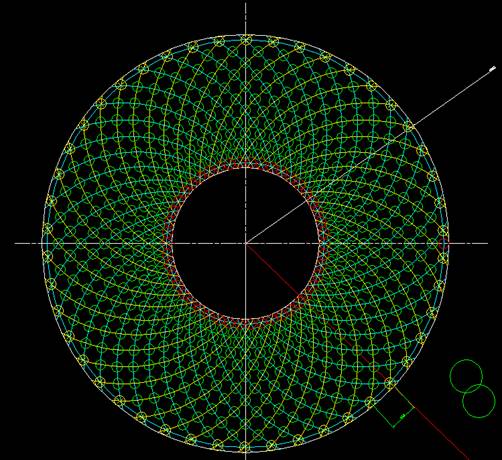
Рисунок 1.2 б - Алгоритм расположения алмазных таблеток новым способом
Данный способ абразивной обработки деталей может быть использован при односторонней и двусторонней обработке как плоских, так и сферических поверхностей.
Рассмотрим некоторые ограничения на количество абразивных таблеток и их распределение на диске, которые обеспечат оптимальную работу инструмента.
Условие ![]() (1.2)
(1.2)
где ![]() удельный съем материала в i-той зоне шлифовального инструмента,
является не только условием равномерного съема материала, но и условием
равномерного износа таблеток. В то же время
удельный съем материала в i-той зоне шлифовального инструмента,
является не только условием равномерного съема материала, но и условием
равномерного износа таблеток. В то же время
![]() (1.3)
(1.3)
где vi - линейная скорость перемещения инструмента, равная:
![]() (1.4)
(1.4)
где w- угловая скорость вращения диска;
Si - относительная плотность заполнения i-той зоны диска абразивными таблетками диаметром 2r;
ni - количество абразивных таблеток в i-той зоне, т.е.  ,
(1.5)
,
(1.5)
где ![]() -суммарная площадь абразивных
таблеток в i-той концентрической зоне.
-суммарная площадь абразивных
таблеток в i-той концентрической зоне.
![]() - общая площадь в i-той концентрической зоне.
- общая площадь в i-той концентрической зоне.
Для обеспечения условия ![]() необходимо соблюсти условие:
необходимо соблюсти условие:
![]() , т.е.
, т.е. ![]() (1.6)
(1.6)
Так как скорость вращения шлифовального диска w и диаметр абразивных таблеток 2r являются постоянными величинами для каждого конкретного случая, то и количество таблеток в каждой i -той концентрической зоне должно быть постоянным.
Плотность заполнения
абразивных таблеток или по другому, расстояние между таблетками в каждой i– той зоне ![]() определяется исходя из
минимального размера обрабатываемой детали
определяется исходя из
минимального размера обрабатываемой детали ![]() ,
а именно, максимальное расстояние между таблетками должно соответствовать
условию:
,
а именно, максимальное расстояние между таблетками должно соответствовать
условию:
![]() . (1.7)
. (1.7)
Минимальное количество таблеток можно определить из соотношения:
 (1.8)
(1.8)
где 2Rmax – наружный диаметр диска.
Максимальное количество таблеток определяется из условия:
 (1.9)
(1.9)
где 2Rmin – внутренний диаметр диска.
Таким образом, количество абразивных таблеток в каждой концентрической зоне берут постоянным, при этом значение его определяют из условия (1.1):

Недостатком шлифовального инструмента, содержащий планшайбу с закрепленными на ней абразивными элементами в виде таблеток является трудность, а зачастую невозможность обработки тонких крупногабаритных деталей (с относительной толщиной h/D < 1/50) без предварительного наклеивания деталей на подложку [1.3]. Это объясняется следующим образом. Поскольку связанный абразивный инструмент может работать в режиме самозатачивания лишь при достаточно высоких удельных давлениях, то плотность заполнения поверхности планшайбы абразивными таблетками должна быть минимальной. Однако такое заполнение планшайбы абразивными таблетками неприемлемо при обработке деталей малых размеров, поскольку они просто проваливаются между таблетками. С другой стороны, при обработке тонких деталей с относительной толщиной h/D ^ 1/50 низкая плотность заполнения поверхности планшайбы таблетками приводит к тому, что тонкие сепараторы-носители, в гнездах которых размещены обрабатываемые детали, деформируются под действием нагрузок в процессе эксплуатации. В результате деформаций сепараторы и детали задевают далеко отстающие друг от друга таблетки, разрушаются сами, а также разрушают шлифовальный инструмент. Чтобы исключить это, зачастую прибегают к заполнению пространства между таблетками различными наполнителями, например, заливают пространство между таблетками эпоксидной смолой (рисунок 1.3) . Однако это приводит к засаливанию инструмента и невозможности его эксплуатации.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.