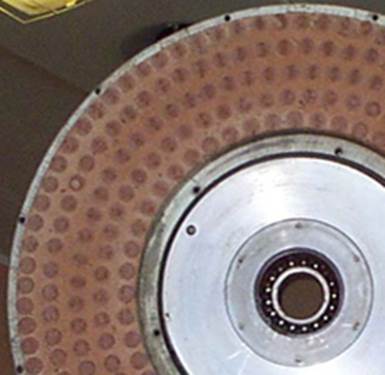
Рисунок 1.3- Фотография таблеточного алмазного инструмента с наполнителем.
Наиболее близким по технической сущности к предлагаемому изобретению - инструменту, является шлифовальный инструмент, содержащий планшайбу с закрепленными на ней абразивными элементами, в пространстве между которыми размещен наполнитель с абразивом [1.3]. В данном шлифовальном инструменте абразивные элементы, выполненные в виде плоских пластин, закреплены на планшайбе торцами с коэффициентом заполнения 0,05 - 0,15, а пространство между пластинами залито эпоксидной смолой. При этом эпоксидная смола содержит абразив с зернистостью, равной зернистости плоских абразивных пластин или на 1-2 номера ниже, а количество абразива составляет 10 - 15% от объема эпоксидной смолы.
Такой абразивный инструмент может быть использован на операциях предварительной обдирки или грубого шлифования некоторых материалов, при которых допускаются при обработке очень высокие удельные давления. Труднообрабатываемые материалы, такие как сапфир, кварц, керамика, полупроводниковые материалы, малых размеров и тонких деталей с относительной толщиной h/D< 1/50, обработка которых традиционными шлифовальными инструментами крайне затруднена.
Поставленная задача решается за счет того, что шлифовальный инструмент, содержащий планшайбу с закрепленными на ней абразивными элементами, в пространстве между которыми размещен наполнитель с абразивом, характеризуется тем, что абразивные элементы выполнены в виде таблеток, плотность наполнителя составляет 0,2 - 0,8 от плотности абразивных таблеток, а зернистость абразива наполнителя составляет 0,01 - 0,5 от зернистости абразива абразивных таблеток. Наполнитель в пространстве между абразивными таблетками может быть выполнен в виде вспомогательных абразивных таблеток, закрепленных на поверхности планшайбы. Соотношение количества основных и вспомогательных абразивных таблеток предпочтительно выбирается в диапазоне от 1:6 до 4:1.
1.2. Оптимизация режимов прессования.
Состав PPT5.
- меламин - 45%;
- смола - 5%;
- древесная мука - 50%;
- АСМ 5/3 7% от общей массы.
Состав PPT0 (Ce).
- CeO2 - 85%;
- смола - 15%.
Состав PPT2 (Ce).
- CeO2 - 82%;
- смола - 15%;
- АСМ 2/1 - 3%.
Состав 7-FOX.
- CeO2 - 81%;
- смола - 11%;
- АСМ 2/1- 5%
- резина – 3%
Состав 8-FOX.
- CeO2 - 83%;
- смола - 11%;
- АСМ 2/1- 5%
1.3 Обработка металлов инструментом PPT5.
Обработка стали 4Х18Н2М инструментом PPT5
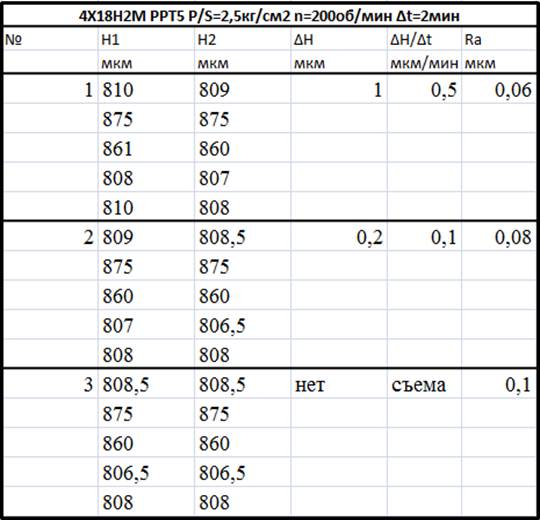
Таблица 1.1- Обработка стали 4Х18Н2М инструментом PPT5
Рисунок 1.4- Зависимость скорости съема стали 4Х18Н2М от времени обработки инструментом РРТ5
Рисунок 1.5- Изменение параметра шероховатости Ra в процессе обработки стали 4Х18Н2М инструментом РРТ5
Относительный износ инструмента РРТ5 при давлении P/S=2,5 кг/см2 составил K=23.2%. Для выбора оптимального давления при полировании инструментом РРТ5 было выполнено еще два эксперимента с более низким удельным давлением.
В результате анализа полученных данных (Таблица 1.1 и 1.2) можно заключить, что снижение давления на операции полирования до Р/S=0,55кг/см2 приводит к улучшению качества обработки, то есть снижению значения параметра Ra. Кроме того, снижение давления уменьшает износ инструмента.
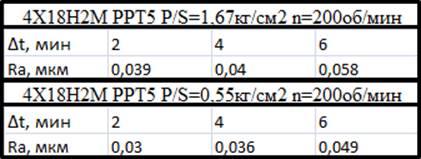
Таблица 1.2- Обработка стали 4Х18Н2М инструментом РРТ5 при меньших давлениях.
Обработка стали 4Х18Н2М инструментом PPT5 при P=1.67 кг/см²;
n= 200 об\мин.
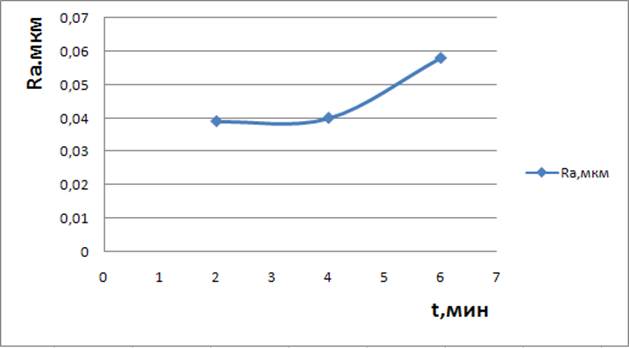
Рисунок 1.6 - Изменение параметра шероховатости Ra в процессе обработки стали 4Х18Н2М инструментом РРТ5.
Обработка стали 4Х18Н2М инструментом PPT5 при P=0.55 кг/см²;
n= 200 об\мин.
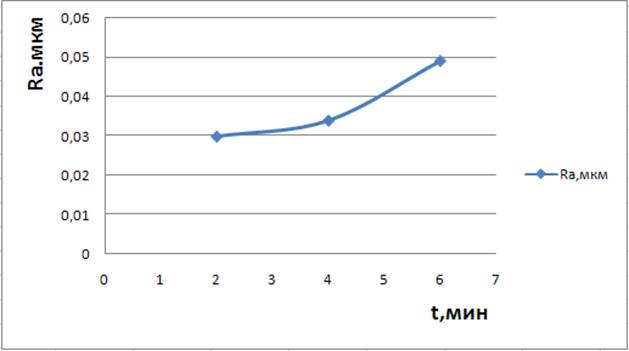
Рисунок 1.7 - Изменение параметра шероховатости Ra в процессе обработки стали 4Х18Н2М инструментом РРТ5.
Обработка инструментом РРТ5 (полирование) при удельном давлении Р/S=0,55кг/см2 и скорости n=200 об/мин в течение 2-х минут.
Данный оптимальный режим приводит к следующим показателям качества поверхности:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.