На центрових і патронних верстатах з ЧПУ застосовують револьверні головки з безпосереднім кріпленням ріжучого інструменту в точних пазах головки. Револьверна головка для верстата 16К20ФЗ з ЧПУ показана на рисунку 1. В головці можуть встановлюватися до шести інструментів (для центрових робіт) або до трьох інструментальних блоків з інструментом для обробки внутрішніх поверхонь (для патронних робіт).
На токарних верстатах з ЧПУ застосовують дві підсистеми допоміжного інструменту: з циліндровим хвостовиком і з базуючою призмою, призначених для установки ріжучого інструменту в револьверній головці.

Рисунок 1 - Револьвернаголовка
У підсистемі допоміжного інструменту з циліндровим хвостовиком надійне і точне з'єднання допоміжного інструменту — різцетримач 1 з револьверною головкою — забезпечують циліндрові хвостовики з прецизійною по кроку гребінкою (рисунок 2).
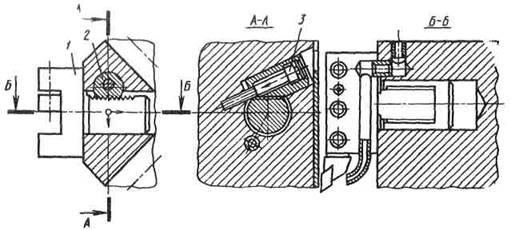
Рисунок 2 - Схема з'єднання різцетримача з циліндровим хвостовиком з револьверною головкою
Зуби гребінки зачіпляються із зубами втулки 2, вісь якої розташована під кутом в площині, перпендикулярній площині осі хвостовика державки. При загвинчуванні гвинта 3 зубці втулки 2 закріплюють державку 1 одночасно в осьовому і радіальному напрямах. Підсистема включає різцетримачі з різним розташуванням пазів під різці 16, 20, 25, 32, 40 мм. Схема компоновки інструментальних блоків з допоміжними інструментами з циліндровим хвостовиком показана на рисунку 3. Різцетримачі 2.1—2.9 призначені для закріплення різців перетином від 16x16 до 40x40 мм. Різцетримачі 2.1; 2.2; 2,4; 2.7; 2.8; 2.9 призначені для установки інструменту для обробки зовнішніх поверхонь. Різцетримачі 2.3 і 2.5 призначенідля установки інструменту для обробки внутрішніх поверхонь, виточок, розточувань і ін. (у різцетримачі 2.5 можна кріпити відрізні різці). Для обробки труднодоступних виточок і канавок застосовують інструмент, встановлюваний в різцетримачі 2.6. Для контурного зовнішнього точіння застосовують подовжений різцетримач 2.9 з відкритим пазом. Різцетримачі 2.1—2.9 (за винятком двостороннього різцетримача 2.6) можуть бути лівого і правого виконання. У перехідній втулці 2.10 встановлюють ріжучий інструмент або перехідний допоміжний інструмент з хвостовиком діаметром 16...40 мм.
Державки 2.11 призначені для установки перових свердел. Перехідна жорстка втулка 2.12 і патрон 2.13 з втулкою, що самовстановлюється, призначені для установки ріжучого інструменту з хвостовиком з конусом Морзе. Різцетримачі або борштанги 2.14 і 2.15 призначені для розточування різцями глибоких отворів діаметром 70...250 мм; патрон 2.16— для установки мітчиків. При установці в патроні спеціальної вставки можна нарізувати різьблення плашками. Перехідна розтискна втулка 2.17 призначена для кріплення інструменту з циліндровим хвостовиком діаметром 8...32 мм. Перехідні втулки 2.18 і 2.19 з діаметром отвору 36 і 48 мм дозволяють використовувати на верстатах токарної групи інструмент свердлувально-розточувальних і фрезерних верстатів. Застосування системи допоміжного інструменту з циліндровим хвостовиком дозволяє скоротити номенклатуру допоміжного інструменту на токарних верстатах з ЧПУ приблизно в 2 рази.
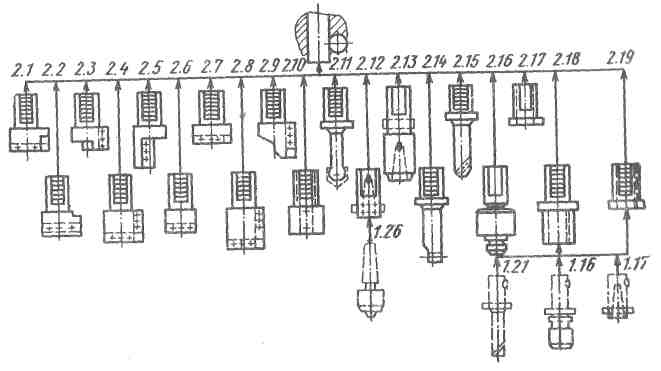
Рисунок 3 - Схема компоновки інструментальних блоків з допоміжним інструментом з циліндровим хвостовиком
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.