Якщо ж шпіндель верстата переміщається із значним зусиллям (наприклад, у важких верстатів), то в конструкції патрона необхідно передбачати пружинний компенсатор, що забезпечує мітчику можливість переміщатися в осьовому напрямі незалежно від переміщення шпінделя.
При нарізуванні різьби в глухих отворах, коли важко вчасно зупинити і реверсувати шпіндель верстата, а також і в інших випадках можливого перевантаження мітчика (тверді включення в матеріалі, затуплення мітчика, затискання його стружкою і т. п.) слід застосовувати запобіжні патрони, що виключають поломку мітчиків через перевантаження. Такі патрони дозволяють регулювати величину передаваємого ними моменту, що крутить, і автоматично припиняють нарізування різьблення і переміщення мітчика, як тільки момент сил різання перевищить величину заданого моменту, що крутить.
Для верстатів, що не мають реверсу (зворотного ходу) застосовуються запобіжні реверсивні патрони, що працюють звично з ручною подачею. Коли мітчик упреться в дно нарізуваного отвору або коли шпіндель дійде до упору, обертання патрона з мітчиком припиняється. У початковий момент підйому шпінделя верстата вгору патрон перемикається і разом з мітчиком починає прискорено обертатися у зворотний бік; відбувається швидке самозгвинчування мітчика.
При нарізуванні різьби в отворах корпусних деталей на радіально-свердлувальних верстатах, а також і в інших випадках, коли важко при жорсткому кріпленні мітчика сумістити його вісь з віссю нарізуваного отвору, застосовують плаваючі самоцентруючи патрони. Особливу групу складають патрони для закріплення мітчиків в багатошпіндельних головках.
До патронів, використовуваних для кріплення мітчиків в багатошпіндельних головках, пред'являються дві вимоги:
1) вони повинні забезпечувати можливість мітчикам вступати в роботу не одночасно, тобто повинні мати осьовий компенсатор;
2) забезпечувати мітчикам можливість деякого переміщення паралель їх осі.
Спеціальні розточувальні і підрізні облямовування
Часто в обробленому отворі вимагається розточувати одну або декілька кільцевих канавок для мастила сальникових ущільнень і т.п.
Оскільки свердлувальні верстати не мають поперечних подач, доводиться застосовувати спеціальні розточувальні оправки з механізмом для перетворення подовжнього переміщення шпінделя верстата в поперечне переміщення.
Направляючі втулки для борштанг, особливості конструкції.
|
|
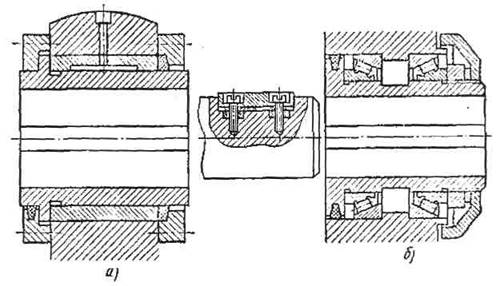
Рисунок 4 - Типи кондукторних втулок до розточувальних верстатів
|
|
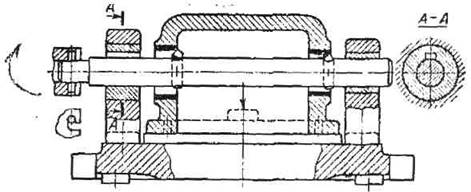
Рисунок 5 - Схема розточувального пристосування
Для напряму борштанг розточувальних пристосувань застосовують нерухомі і обертаються втулки. На рисунку1а показана конструкція втулки, що обертається, поверхня ковзання якої захищена від попадання стружки і сторонніх частинок На рисунку 5 показана втулка, змонтована на роликопідшипниках (її недолік — великі габарити в радіальному напрямі). У обох конструкціях на внутрішній поверхні втулки прорізає паз шпони для примусового обертання втулки. Для полегшення попадання шпонки в паз втулки її виконують з скошеними краями або плаваючої.
Останнім часом з'явилися кондукторні втулки, змонтовані на голчатих підшипниках. Вони мають невеликий розмір в радіальному напрямі, точні (радіальний зазор не більш 15 мкм), допускають обробку на високих швидкостях і зносостійкість. На внутрішній поверхні втулки часто передбачають пази для виступаючих різців борштанги.
На рисунку 5показаний приклад розточувального пристосування з двома кондукторними втулками.
Допоміжний інструмент для верстатів з ЧПК.
До допоміжного інструменту, призначеного для установки ріжучого інструменту на токарних верстатах з ЧПУ, пред'являються наступні основні вимоги, що забезпечують підвищення якості і продуктивності обробки: попередня (поза верстатом) настройка ріжучого інструменту на задані розміри обробки; швидкозмінність при переналагодженнях і швидка зміна затупленого інструменту; достатня точність і жорсткість; уніфікація приєднувальних розмірів і універсальність застосування; можливість використовування автоматичного кріплення і зміни ріжучого інструменту.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.