Пристосування-супутники застосовують для обробки заготівок складної конфігурації. Всі стадії обробки виконують при одному закріпленні заготівки, чим забезпечується принцип постійності установчих баз. На початку лінії на супутник встановлюють і закріплюють заготівку, в кінці лінії її відкріплюють і знімають, а супутник повертають в початкове положення.
Переміщення пристосувань-супутників або оброблюваних заготівок по всіх агрегатах автоматичної лінії здійснюється за допомогою крокового або ланцюгового (рідше) конвеєра.
Механізація і автоматизація особливо необхідні при виконанні складальних робіт.
Одним з важливих етапів автоматичної збірки є орієнтування поверхонь однієї деталі, що сполучаються, відносно іншої з точністю, що забезпечує збираємість на базуючих пристроях складальних пристосувань. Деталі необхідно орієнтувати так, щоб при заданих допусках на розміри і відносні повороти. поверхонь, що сполучаються, можна було легко здійснити їх сполучення.
Тому до точності складальних пристосувань пред'являють жорсткі вимоги, особливо при автоматичній збірці деталей, сполучення поверхонь яких відбувається з дуже малими величинами гарантованого зазору і фаски.
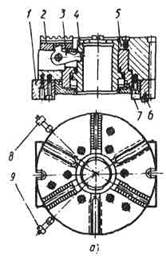
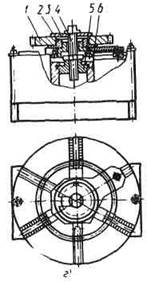
Спеціалізовані налагоджувальні пристосування застосовують на фрезерно-свердлувальних і багатоцільових верстатах з ЧПУ в серійному і великосерійному виробництві для установки споріднених по конфігурації деталей. Спеціалізоване налагоджувальне пристосування складається з базової частини — комбінованого трьохкулачкового патрона (рисунок 1а) і комплекту змінних наладок, кулачків, опор і тяги, призначеної для установки заготівок деталей типу фланців, втулок, кілець при обробці отворів на свердлувальних верстатах з ЧПУ. У корпус 5 патрона вбудований гідроциліндр 7 двосторонньої дії, поршень 4 який сполучений за допомогою трьох важелів 3 з підставами 2 кулачків. Патрон базується відносно паза столу верстата штирями 6. Масло в гідроциліндр від джерела тиску поступає через швидкозмінні муфти 8 і 9. Змінні наладки-кулачки встановлюються по зубчастій основі 2 кулачків, а опори — Т-образним пазам. Для закріплення заготівок зверху швидкозмінною шайбою за допомогою тяги остання вгвинчується в вкладиш, який встановлюється у виточку отвору штока 4 поршнягідроциліндра. Точна відстань торців полиць 1 від патрона дозволяє встановлювати на верстаті два патрони впритул для обробки за програмою двох заготівок.
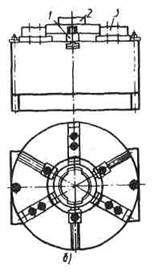
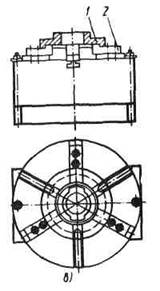
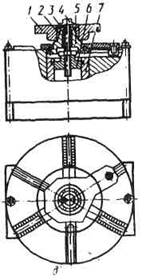
Приклади компоновок спеціалізованих налагоджувальних пристосувань показані на рисунку 1б—д. Заготівка 2 встановлюється на опорні планки, центрується і закріплюється трьома кулачками 3 (рисунок 1б) (на бічній проекції кулачки умовно повернені). Заготівка 1 центрується по внутрішній циліндровій поверхні змінними наладками — кулачками 2 (рисунок 1в). Заготівка 1 встановлюється по торцю і отвору на втулку 2. Затиск заготівки зверху здійснюється через відкидну шайбу 3 тягою 4, вгвинчуваної у вкладиш 5 штока 6 гідроциліндра (рисунок 1г). Якщо заготівка 1 встановлюється на цангу 2, то затиск її здійснюється через шайбу 3 тягою 4, вгвинчуваної у вкладиш 6 штока 7 гідроциліндра. При переміщенні штока головка тяги 4 натискає на цангу 2, переміщаючи її відносно конусної вставки 5. При цьому цанга, розтиснувшись, центрує, а потім закріплює заготівку (рисунок 1д).
|
|
|
|
|
|
|
|
|
|
Рисунок 1 - Спеціалізовані налагоджувальні пристосування для установки заготівок деталей типу фланців
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.