Все процессы протекают практически одновременно и имеют место до тех пор, пока в носителе не иссякнет добавленный строительный материал РВС – суспензии, или пока в системе не наступит равновесие; все зазоры будут выбраны до оптимальной величины, определяемой термодинамическими процессами, протекающими в каждой точке локального контакта данной системы.
В конечном счете, оптимизация зазоров в местах контакта определяется конструктивными особенностями самой системы и всего агрегата в целом (рисунок 2.2.4).
Рисунок 2.2.4 – Завершение образования модифицированного слоя
В процессе шаржирования появляются новые дислокации в подповерхностном слое, увеличивается количество «сростков» металла, что резко повышает электросопротивление, препятствующее движению электрических зарядов - блуждающих токов.
Теперь в местах контакта вместо трения «металл — металл» будет «металл - модифицированный слой», а эта пара имеет существенно меньший коэффициент трения и большую износоустойчивость. На рисунке 2.2.4 показана результирующая модифицированная поверхность после РВС - обработки.
Сформированный монокристалл имеет сложную физико-химическую структуру.
Ассоциация минералов, металлов и органики обеспечивает необходимые условия формирования и поддержания слоя длительное время. Образуется сервовитная «живая» пленка, где непрерывно перемещаются микрочастицы, и происходят химические процессы.
Установлено экспериментально, что микрочастицы керамики не только скользят относительно друг друга, но и имеют все шесть степеней свободы.
Микрочастицы при контактировании поочередно подвсплывают при непрерывных колебательных процессах, что также способствует снижению коэффициента трения и повышению ресурса механизма.
В дальнейшем происходит скелетообразование матрицы, что делает ее неподвижной (металлокерамической или керамической), создавая условия для формирования на ней нового монокристалла.
3 Разработка технологического процесса ремонта форсунки дизеля 3Д12 с обработкой ремонтно-восстановительным составом
3.1 Описание оборудования для ремонта форсунки дизеля 3Д12
3.1.1 Диагностический прибор
Для разработки технологического процесса ремонта форсунки дизеля 3Д12 с обработкой ремонтно-восстановительным составом необходимо разработать стенд для диагностирования таких узлов топливной аппаратуры, как форсунка, ТНВД. Данный стенд представлен в приложении Г.
3.1.2 Механотестер
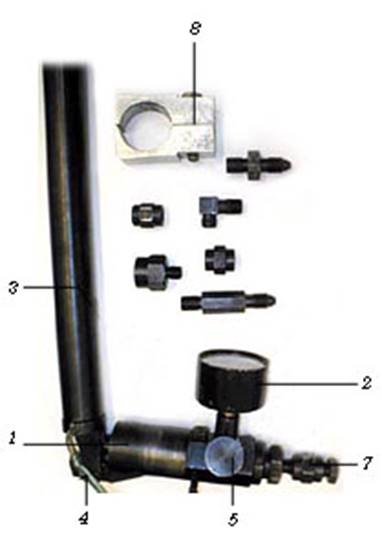
Механотестер состоит из корпуса -1, ручки-бачка (рычаг) -3, манометра -2 и переходника -6. Внутри корпуса установлены плунжерная пара, нагнетательный клапан и пружина нагнетательного клапана, обеспечивающие создание давления рабочей жидкости в полости "Р", которое фиксируется манометром -2 за счет перемещения рукояти -3. Рабочая жидкость находится в рукояти -3 и подается в полость плунжерной пары через трубку -4, соединяющей полости рукояти и плунжерной пары. На корпусе установлен дроссельный кран -5, позволяющий сбрасывать давление из полости "Р" и удалять топливо в отдельную емкость.
4 Экономический эффект от внедрения обработки
топливной аппаратуры ремонтно-восстановительными средствами
Одной из главных причин внедрения РВС к применению для восстановления топливной аппаратуры дизеля является также обоснования экономичности применения этого метода по сравнению с применяемыми традиционными методами ремонта топливной аппаратуры. С этой целью проведем сравнение затрат необходимых для восстановления топливной аппаратуры дизеля при помощи применяемых традиционных методов с методом восстановления РВС.
С целью сравнения методов восстановления и выбора экономически более целесообразного метода из всех признаков дефектов элементов топливной аппаратуры перечислим только те, которые можно восстанавливать как средствами РВС, так и применяемыми методами восстановления. К таким признакам относятся:
1) Дефекты форсунки:
- увеличение зазора между иглой и корпусом распылителя;
- изнашивание направляющих поверхностей у корпуса форсунки;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.