Наработка на отказ, ч, не менее....................................................... 100
2.3. Состав ГПМ и назначение его устройств
В состав ГПМ (рис. 1) входят манипулятор 3, магазинное, загрузочное устройство 1, вибрационное бункерное загрузочное устройство 2, панель пневматическая 7, стол приемный 8 , рольганг 6, устройство управления 5, пульт оператора 4.
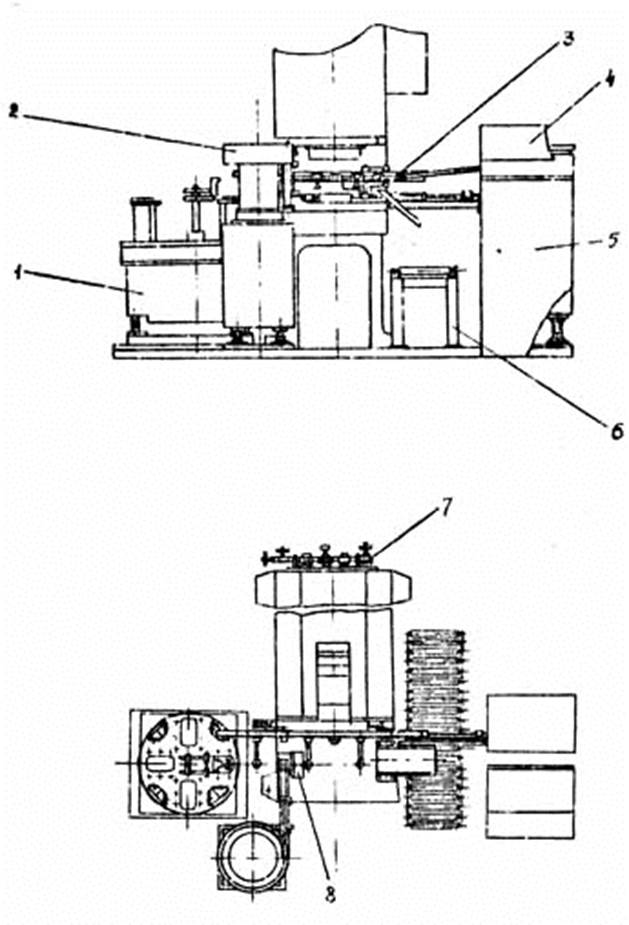
Рисунок 1 - Общий вид гибкого производственного модуля холодной штамповки РТК-1101
В учебном исполнении в ГПМ отсутствует основное технологическое оборудование (пресс). На его месте установлен макет стола пресса со штампом.
Манипулятор служит для переноса и установки заготовки из загрузочных устройств в штамп, перекладывания полуфабриката из одной позиции комбинированного штампа в другую, снятия и переноса детали им штампа в тару.
Магазинное загрузочное устройство служит для поштучной выдачи заготовок в ориентированном положении на позицию захватывания манипулятора.
Вибрационное бункерное загрузочное устройство (вибробункер) предназначено для ориентирования и поштучной выдачи заготовок на позицию захватывания манипулятора (на приемный стол).
Панель пневматическая служит для очистки сжатого воздуха от влаги, распыленного масла с целью смазки трущихся поверхностей, для обеспечения постоянного рабочего давления на выходах, измерения давления сжатого воздуха, поступающего в систему, отключения системы от подачи сжатого воздуха.
Стол приемный предназначен для приема заготовок из лотка вибробункера и используется как промежуточная перекладочная позиция при работе с магазинным устройством.
Рольганг служит для установки на него тары, в которую манипулятор сбрасывает готовые детали.
Устройство управления предназначено для согласования работы всех систем ГПМ в наладочном, шаговом и автоматическом режимах по заданной программе.
Пульт оператора служит для оперативного управления работой ГПМ и сигнализации о состоянии его систем.
2.4. Работа ГПМ в автоматическом режиме
В исходном положении штанга манипулятора с ЗУ поднята вверх и выведена за пределы штампа, ползун пресса вверху.
По команде устройства управления комплексом штанга манипулятора перемещается влево на половину хода и опускается.
Каждый из ЗУ, закрепленных на ней, захватывает соответственно заготовку из стопы магазинного загрузочного устройства, приемного стола и отштампованную деталь из штампа. По команде штанга подачи поднимается, перемещается на полный ход вправо и опускается. Так как ЗУ на штанге расположены с шагом, равным ходу манипулятора, то при опускании штанги заготовка из магазина укладывается на приемный стол, заготовка с приемного стола - в штамп, а готовая деталь - в тару. После этого штанга подачи поднимается и перемещается влево на полхода. Таким образом, схваты находятся за пределами штампа. Пресс совершает рабочий ход. После этого цикл повторяется. Повторение циклов происходит до тех пор, пока в магазине имеются заготовки. После извлечения из магазина всех заготовок происходит автоматическая замена пустого магазина на полный, и работа ГПМ продолжается. Работа ГПМ с вибробункером аналогична работе с магазинным загрузочным устройством, только подача заготовок производятся не из магазина, а с приемного стола, куда они попадают по лотку из чаши вибробункера.
2.5. Конструкция механизмов
Манипулятор (рис. 2) состоит из штанги подачи 1 с ЗУ, станции привода 8 и пневматической панели 14.
Штанга подачи движется в рычажных направляющих узлах 2 с роликами 4. Рычаги 3 связаны между собой тягой 13., а также при помощи тяги 11 с пневмоцилиндром вертикального перемещения, который расположен в станции привода. Штанга подачи имеет Т-образный паз, в котором закреплены шесть колодок 5 для установки в них ЗУ. Можно использовать вакуумные, электромагнитные или механические ЗУ. Высота штанги над столом пресса регулируется муфтой 12, а ее параллельность столу - муфтой 15 .Штанга соединена шатуном 7 с ползуном 9 привода, который входит в состав станции привода. Ползун закреплен на кривошипе 10. Кривошип через зубчато-реечную передачу связан с трехпозиционным пневмоцилиндром горизонтальных перемещений штанги подачи. Горизонтальный ход штанги подачи регулируется перемещением ползуна 9. В станции привода, кроме силовых пневмоцилиндров, размещены устройства регулирования скорости хода и плавности разгона и торможения штанги подачи.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.