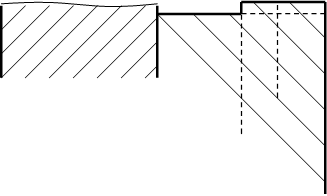
Для изготовления наружного кольца подшипника 53620 исходным материалом является пруток Æ90 мм длиной 2-3,5 м. Прутки нагреваются в газовых печах целевого типа до t=1050°C. Нагретые прутки подают на ГКМ, которые имеют штампы, состоящие из трёх частей (рис. 2): неподвижной матрицы 3, подвижной матрицы 5 и пуансона 1, различающихся в двух взаимноперпендикулярных плоскостях.
![]()
![]() 3 2
3 2
 |
 |
||
![]()
![]()
![]()
![]()
![]()

![]() 4
4
 |
 |
||||||
5 1
Рис. 2. Схемы операции при штамповке.
Пруток 4 с нагретым участком на его конце закладывают в неподвижную матрицу 3. Положение конца прутка определяется упором 2. При включении машины подвижная матрица 5 прижимает пруток к неподвижной матрице, упор 2 автоматически отходит в сторону, только после этого пуансон 1 соприкасается с выступающей частью прутка и деформируется. Металл при этом заполняет формирующую полость. После окончания деформирования пуансона движется в обратном направлении.
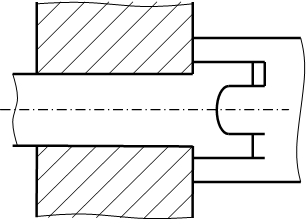
Следующей технологической операцией получения заготовки является раскатка.
Раскатка представляет собой технологическую операцию посредством которой производится одновременное увеличение наружного диаметра и диаметра отверстия кольцевой заготовки за счёт уменьшения толщины её стенки. Раскатка осуществляется следующим образом: предварительно нагретые исходные кольцевые заготовки (t=1050°C) поступают на раскаточную машину РМ-300.
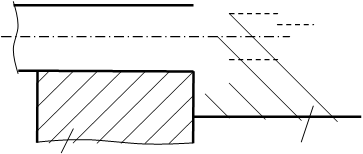
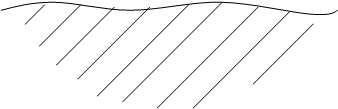
Нагретая заготовка надевается на центральный раскаточный валок 4 (рис. 3), вращающийся нажимной валок 5, имеющий возвратно-поступательное движение передаёт заготовке при своём рабочем ходе усилие, необходимое для её деформирования. Увеличивающая в диаметре заготовка достигает направляющего ролика 2, обеспечивающего получение профильной формы кольца. Процесс формирования продолжается до момента соприкосновения заготовки с копировальным роликом 3, начало вращения которого служит сигналом к перемещению нажимного валка, отходящего вверх, в начальное положение. На этом процесс раскатки заканчивается, кольцо снимается с валка и укладывается в транспортёр для охлаждения.
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]() 5
5
 |


 4 1 2
4 1 2
 |
![]()
![]()
![]()

 3
3
 |
|||
Рис. 3. Схема раскатки
Охлаждённые раскатанные заготовки поступают на рекристаллизационный отжиг, проводимый по соответствующим режимам в электропечах периодического действия. После отжига структура должна представлять однородный мелкозернистый перлит. Остатки пластического перлита получающиеся при отступлении от правильного режима отжига, а также неоднородный крупнозернистый перлит ухудшают микроструктуру стали после закалки. После термообработки паковки очищают от окалины в дробемётных барабанах, производят зачистку заусенецев, если их размер больше допустимых. После этого заготовки поступают на приёмочный контроль, а затем на механическую обработку.
Абсолютные значения припусков определяются степенью совершенствования технологии изготовления заготовок, качеством исходного металла, точностью токарной и термической обработки.
Перспективным технологическим процессом получения заготовок колец подшипника 53620.02 является штамповка на прессах с последующей раскаткой заготовок с минимальными припусками под токарную обработку.
Для колец подшипника 53620.02 характерны следующие методы получения заготовок:
а) штамповка на ГКМ с последующей профильной раскаткой;
б) штамповка на ГКМ с последующей цилиндрической раскаткой.
Для выбора метода получения заготовки производим расчёт себестоимости заготовок, полученных двумя методами и определим наиболее эффективный.
Стоимость получения заготовки методом штамповки на ГКМ с после дующей цилиндрической раскаткой определим по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.