|
100 |
2,0 |
|||||||||||
|
90 |
1,8 |
|||||||||||
|
80 |
1,6 |
|||||||||||
|
70 |
1,4 |
|||||||||||
|
60 |
1,2 |
|||||||||||
|
50 |
1,0 |
|||||||||||
|
40 |
0,8 |
|||||||||||
|
30 |
0,6 |
|||||||||||
|
20 |
0,4 |
|||||||||||
|
10 |
0,2 |
|||||||||||
|
Операция |
005 |
010 |
015 |
020 |
030 |
035 |
040 |
045 |
050 |
055 |
060 |
|
|
Количест-во станков |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
|
Модели станков |
СБ-407 |
СБ-407 |
3Е756 |
КД2128 |
3344АЕ |
САСЛ-200 |
СиВ-5Б |
СВААГЛ-125/5РС |
СиВ-5Б |
СВААГЛ-125/5РС |
38МП070 |
|
Рис. 8. График использования оборудования по основному времени.
hм, %
|
100 |
|||||||||||
|
90 |
|||||||||||
|
80 |
|||||||||||
|
70 |
|||||||||||
|
60 |
|||||||||||
|
50 |
|||||||||||
|
40 |
|||||||||||
|
30 |
|||||||||||
|
20 |
|||||||||||
|
10 |
|||||||||||
|
Операция |
005 |
010 |
015 |
020 |
030 |
035 |
040 |
045 |
050 |
055 |
060 |
|
Количест-во станков |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Модели станков |
СБ-407 |
СБ-407 |
3Е756 |
КД2128 |
3344АЕ |
САСЛ-200 |
СиВ-5Б |
СВААГЛ-125/5РС |
СиВ-5Б |
СВААГЛ-125/5РС |
38МП070 |
Рис. 9. График использования оборудования по мощности.
11. расчёт приспособления
![]()
![]()



![]()
![]()
![]()
![]()
![]()
![]() Заготовка
Заготовка
 |
|||||
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]() 1
1
a![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() j
j![]()
![]()
![]()
![]()
![]()
![]() P a
P a
![]()
![]()
![]()
![]()
![]()
![]() Q
Q
 |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Q
Q
 |
![]()
![]()
![]()
![]()
![]() P tg a
P tg a
Р
j1
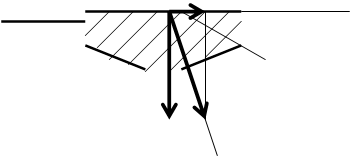
Расчёт приспособления на точность
Заготовка зажимается по внутреннему диаметру с помощью клинового устройства.
1 – толкатель связанный со штоком пневмоцилиндра.
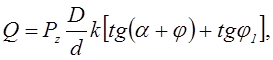
Зависимость между зажимающей силой Р и втягивающей силой Q определяется по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.