- фрезерование контуров на правом торце с помощью прямой головки (рис. 1.11, а);
- фрезерование криволинейных пазов на цилиндрической поверхности с помощью угловой головки (рис. 1, 11, б);
- фрезерование многогранников дисковыми фрезами с помощью прямой головки (рис. 1.11, в);
- контурное фрезерование или гравировка с помощью специальной подпрограммы «Traub – POLY-FORM» (рис. 1.11, г).
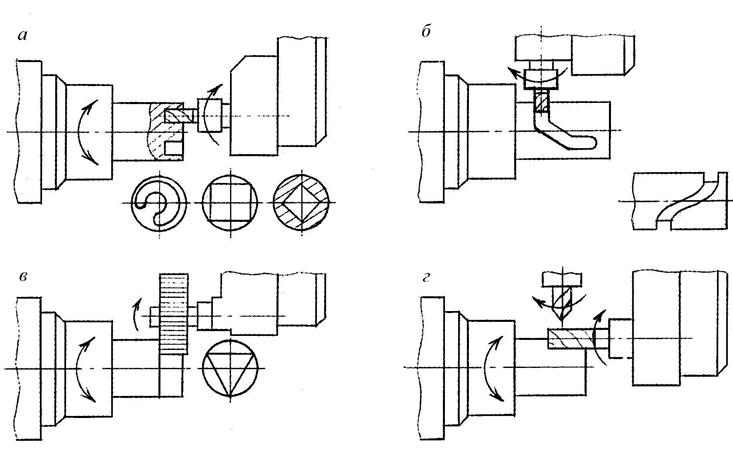
Рис. 1.11. Обработка вращающимся инструментом с одновременным поворотом шпинделя
В пятом режиме заготовка автоматически перехватывается контршпинделем на верхней головке, которая и обеспечивает движение на рабочей подаче. При этом возможны следующие виды обработки со стороны левого торца:
- обработка неподвижным инструментом (как правило, левыми резцами) с нижней револьверной головки при вращающимся контршпинделе (рис. 1.12, а);
- обработка концентрических поверхностей неподвижным инструментом с 3-й револьверной головки (в районе шпинделя) при вращающимся шпинделе (рис. 1.12, б);
- обработка дополнительных элементов вращающимся инструментом с 3-й револьверной головки при неподвижном контршпинделе (рис. 1.12, в);
- обработка дополнительных элементов вращающимся инструментом с 3-й револьверной головки при одновременном повороте контршпинделя (рис. 1.12, г).
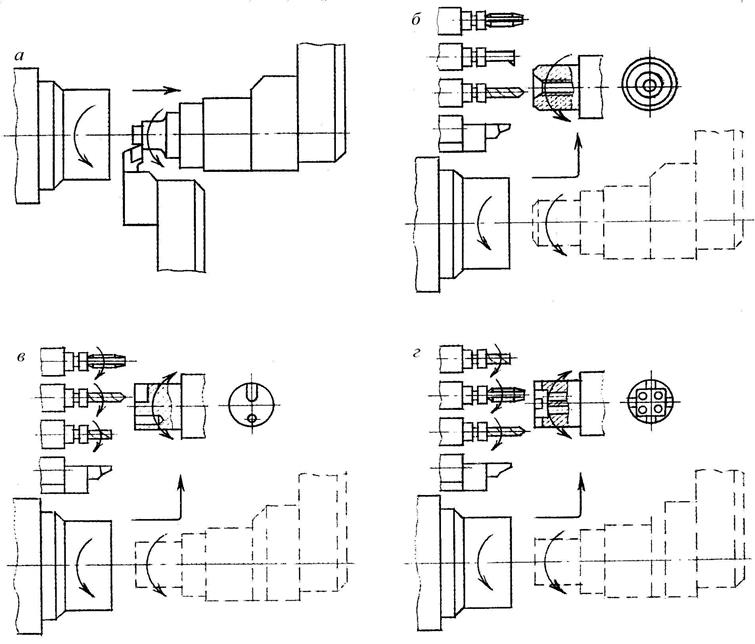
Рис 1.12. Обработка заготовки со стороны левого торца
Большинство рассмотренных примеров можно перенести и на обработку в центрах. Кроме того, наличие дополнительных устройств позволяет изменить технологию изготовления валов на начальной стадии. Например, на рис. 1.13 показан вариант обработки вала с помощью автоматического люнета и программируемой задней бабки, который позволяет обойтись без предварительной обработки центровых отверстий и торцев заготовки.
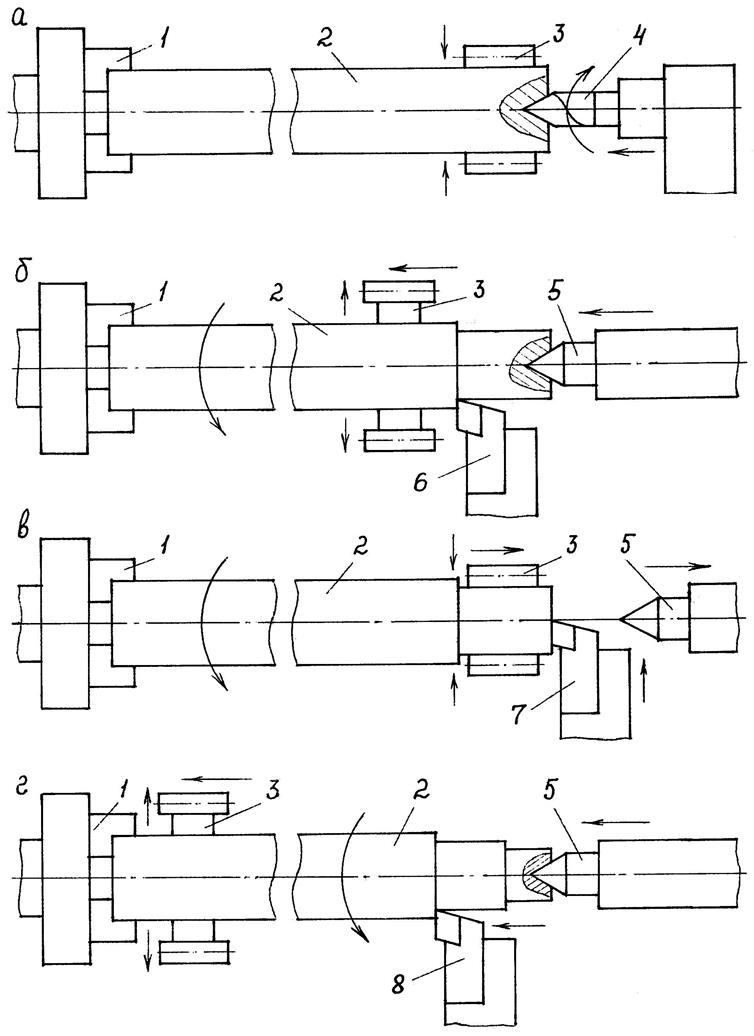
Рис. 1.13. Обработка вала с помощью автоматического люнета и программируемой задней бабки
Обработка вала здесь включает четыре основных этапа:
1. Центрование правого торца (рис. 1.12, а). Заготовка 2 (например, из штучного проката) устанавливается в патроне 1 и люнете 3. Далее при неподвижном шпинделе вращающимся центровочным сверлом 4 обрабатывается центровое отверстие.*
2. Точение шейки под люнет (рис. 1.12, б). К заготовке подводится задний центр 5, после чего люнет раскрывается и отводится влево. Включается вращение шпинделя и резцом 6 протачивается шейка под люнет.
3. Подрезка правого торца (рис. 1.12, в). Люнет 3 возвращается в прежнее положение и зажимает заготовку по уже обработанной поверхности. Затем центр 5 отводится вправо и резцом 7 подрезается правый торец.
4. Дальнейшая обработка вала с правой стороны (рис. 1.12, г). Заготовка поджимается центром 5, после чего люнет 3 раскрывается и отводится в крайнее левое положение. Затем производится обработка основного контура резцом 8.
При наличии автоматического кантователя после завершения обработки заготовка переустанавливается, и процесс повторяется с другой стороны.
2. ТИПОВЫЕ СХЕМЫ ОБРАБОТКИ
2.1. Технологические возможности контурных резцов и
классификация поверхностей
Одним из главных преимуществ токарных станков с ЧПУ является возможность согласованного движения инструмента сразу по двум координатам. Это позволяет формировать разные поверхности заготовки одним и тем же инструментом путем контурной обработки.
На
практике, чаще всего, применяют контурные резцы с главным углом в плане ![]() . Такими резцами можно обрабатывать любые
элементы контура при условии, что направление подачи лежит в пределах
одного квадранта (рис. 2.1).
. Такими резцами можно обрабатывать любые
элементы контура при условии, что направление подачи лежит в пределах
одного квадранта (рис. 2.1).
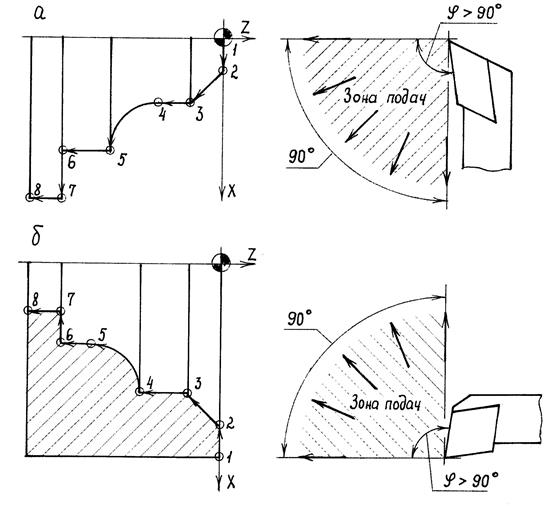
Рис. 2.1. Направления подач для контурных резцов:
а – наружная обработка; б – внутренняя обработка
Особенно
важной здесь является возможность контурной обработки торцевых поверхностей,
что обеспечивается при ![]() . Кроме того, облегчаются условия
работы резца при черновой обработке продольными ходами. Как видно из рис. 2.2
для резца с
. Кроме того, облегчаются условия
работы резца при черновой обработке продольными ходами. Как видно из рис. 2.2
для резца с ![]() длина контакта
длина контакта ![]() режущей
кромки с торцем будет с каждым рабочим ходом увеличиваться, что может привести
к нежелательным явлениям (вибрации, выкрашивание пластины и т.д.). Если же
режущей
кромки с торцем будет с каждым рабочим ходом увеличиваться, что может привести
к нежелательным явлениям (вибрации, выкрашивание пластины и т.д.). Если же ![]() , то длина контакта
, то длина контакта ![]() останется
неизменной и примерно равна глубине резания
останется
неизменной и примерно равна глубине резания ![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.