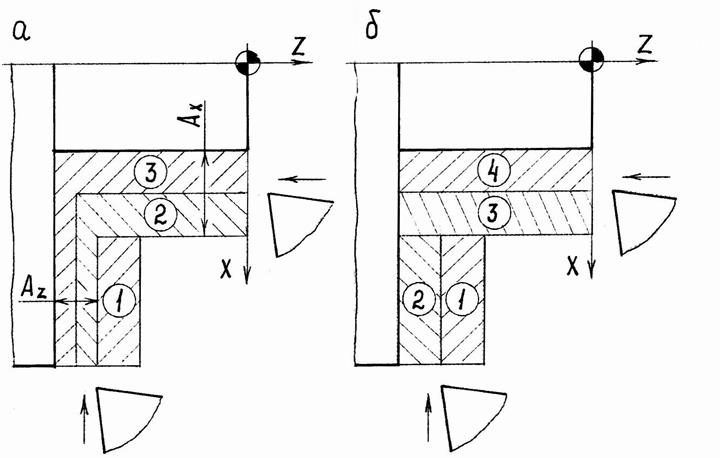
Рис. 2.14. Рекомендуемые схемы обработки при
равенстве суммарных припусков ![]() : а – с предварительной
подрезкой торца: б – с раздельной обработкой торцевых и цилиндрических поверхностей
: а – с предварительной
подрезкой торца: б – с раздельной обработкой торцевых и цилиндрических поверхностей
Следует отметить, что в практике токарной обработки наиболее распространение нашли:
- схема «петля» с зачистным ходом для заготовок из проката;
- контурная схема для отливок и штамповок.
Во многих устройствах ЧПУ эти схемы представлены в виде стандартных подпрограмм. В качестве примера можно назвать циклы L08 и L09 для УЧПУ 2Р22 [3].
Для обработки закрытых зон в некоторых случаях также можно применить контурные резцы. Например, закрытая зона со спадом контура может быть обработана по схеме «петля», если угол спада находится в допустимых пределах (рис. 2.15). При этом перемещение резца в начало очередного хода выполняется вдоль контура на рабочей подаче (участки 1-2, 6-7 и 11-12).
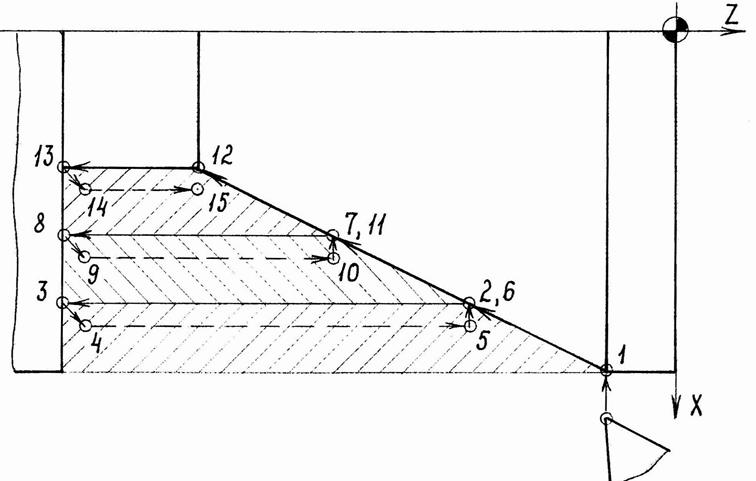
Рис. 2.15. Обработка закрытой зоны со спадом контура по схеме «петля»
Если геометрия резца соответствует форме боковых поверхностей, то закрытая зона может быть обработана по схеме «зигзаг», где инструмент то на прямой, то на обратной подаче (рис. 2.16). Достоинством схемы «зигзаг» является отсутствие холостых ходов. Однако, большинство токарных резцов плохо приспособлены к резанию на обратной подаче. Поэтому, на практике схема «зигзаг» используется редко.
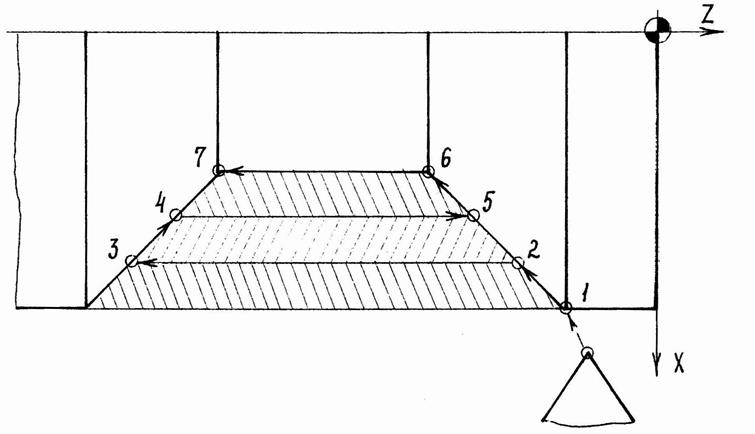
Рис. 2.16. Обработка закрытой зоны по схеме «зигзаг»
Чаще всего, закрытые зоны требуют обработки двумя инструментами (рис. 2.17). При этом можно выделить три основных варианта обработки:
1. Сначала правым резцом обрабатывают закрытую зону со спадом контура, а затем левым резцом выполняют подборку металла с правой стороны зоны.
2. После основной обработки правым резцом делается подборка с правой стороны канавочным резцом.
3. Сначала канавочным резцом прорезается участок для ввода контурного резца, а затем производится основная обработка.
При прочих равных условиях предпочтение следует отдать первому варианту, поскольку производительность контурных резцов намного лучше, чем канавочных. Если размеры зоны не позволяют применить два контурных резца, то здесь можно рекомендовать третий вариант как более простой в программировании.
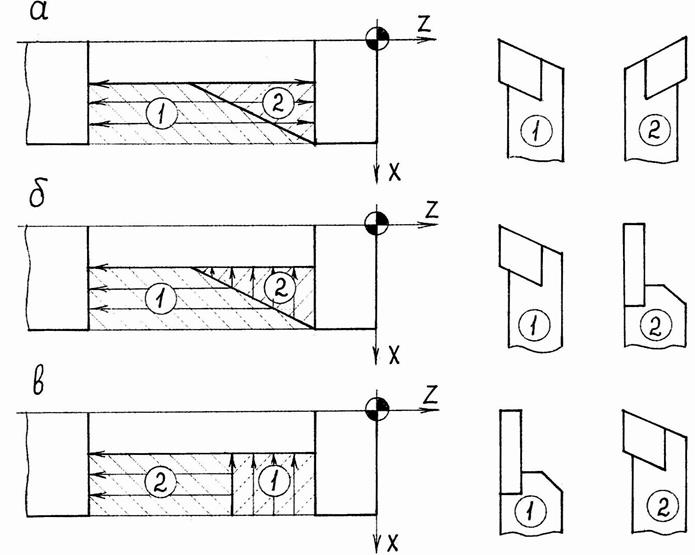
Рис. 2.17. Обработка прямоугольной закрытой зоны: а – правым и левым контурными резцами; б – контурным и канавочным резцами; в – канавочным и контурным резцами
2.3. Чистовая обработка основных поверхностей
В процессе чистовой обработки основных поверхностей траектория резца, в целом, соответствует контуру детали. Однако, при расчете координат опорных точек нужно учитывать требования к точности обработки. В первую очередь, это касается необходимости определения средних размеров с учетом расположения поля допуска.*
Например,
если при обработке наружного диаметра Æ50![]() задать в программе номинальный
размер
задать в программе номинальный
размер ![]() мм, то более половины заготовок окажется
бракованными (рис. 2.18, а). Это обусловлено случайным распределением размера в
партии заготовок (в данном примере по нормальному закону), причем центр
распределения будет совпадать с запрограммированным диаметром. Таким образом,
лишь небольшая часть заготовок будет иметь размеры в пределах допуска. Если же
в программе указать средний диаметр
мм, то более половины заготовок окажется
бракованными (рис. 2.18, а). Это обусловлено случайным распределением размера в
партии заготовок (в данном примере по нормальному закону), причем центр
распределения будет совпадать с запрограммированным диаметром. Таким образом,
лишь небольшая часть заготовок будет иметь размеры в пределах допуска. Если же
в программе указать средний диаметр ![]() мм, то при
правильной наладке станка размеры всех заготовок будут находиться в
допускаемых пределах (рис. 2.18, б).
мм, то при
правильной наладке станка размеры всех заготовок будут находиться в
допускаемых пределах (рис. 2.18, б).
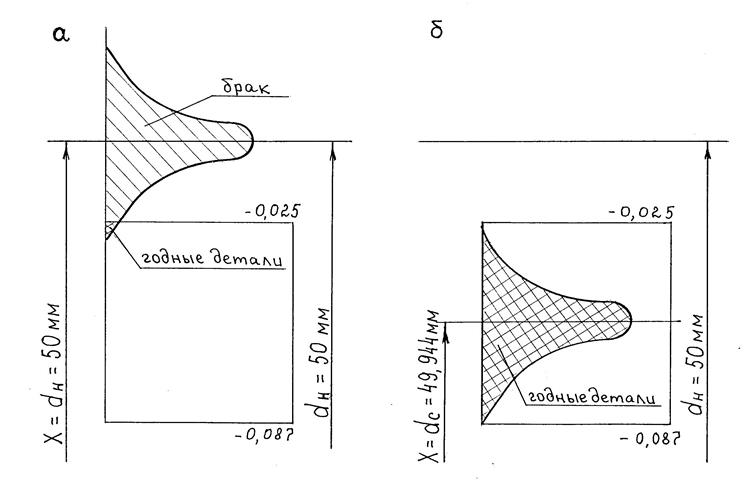
Рис. 2.18. Вероятность годных деталей: а – при программировании номинального размера; б - при программировании среднего размера
Некоторые
трудности могут возникать при обработке конических и криволинейных
поверхностей. Далеко не все устройства ЧПУ для токарных станков имеют режим
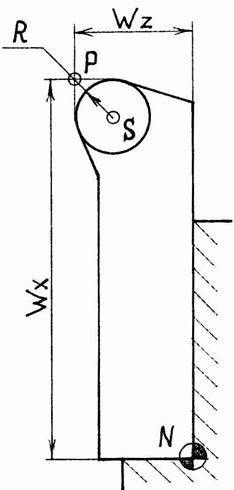
коррекции на радиус при вершине резца (с помощью команд G41/G42). Между тем, чаще всего, вылеты резца Wx
и Wz определяют по наиболее удаленным режущим
кромкам без учета радиуса при вершине ![]() (рис.
2.19 ). При такой привязке по запрограммированной траектории будет перемещаться
условная вершина резца
(рис.
2.19 ). При такой привязке по запрограммированной траектории будет перемещаться
условная вершина резца ![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.