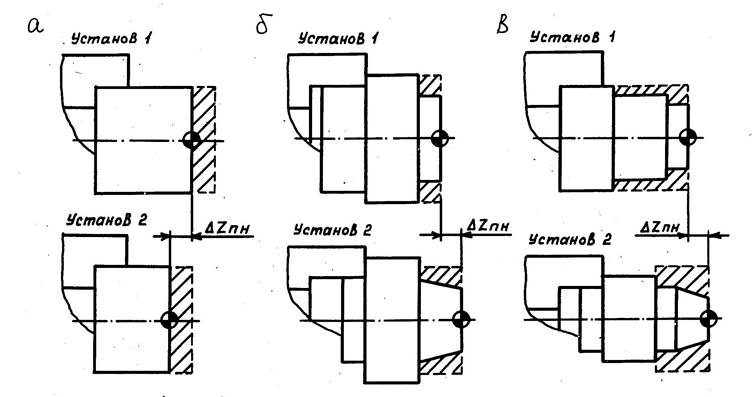
Рис. 1.4. Схема смещения нуля программы: а – при подрезке торцов;
б – при разных расстояниях от базовых поверхностей до торцов; в – при базировании по разным поверхностям приспособления
Такая ситуация возникает, чаще всего, при патронной обработке и обусловлена следующими причинами:
- необходимостью подрезки обеих торцев заготовки (рис. 1.4, а);
- различными расстояниями от опорных баз до торцев заготовки (рис. 1.4, б);
- использованием для базирования заготовки разных поверхностей кулачков (рис. 1.4, в).
В принципе величина смещения нуля программы ΔZ может быть определена по известным координатам правого торца относительно базовых поверхностей приспособления. Однако, не все устройства ЧПУ позволяют выполнить автоматическую коррекцию нуля программы (например, с помощью команды G92). Ручная же коррекция нуля программы снижает производительность и требует пристального внимания оператора. В этом случае рекомендуется выполнять двухстороннюю обработку заготовки за две операции, составляя для них отдельные программы. Сначала всю партию заготовок обрабатывают с одной стороны. Затем корректируют положение нуля программы (а при необходимости переналаживают приспособление и инструменты) и обрабатывают партию заготовок с другой стороны. Такой подход тем более эффективен, поскольку его проще реализовать при функционировании станка в составе робото-технологического комплекса.
1.3. Разработка технологических операций
Общие правила разработки технологических операций для станков с ЧПУ (включая токарные станки) изложены в [7, 8, 15]. Проектирование операций состоит из следующих основных этапов:
1. Выбор схемы установки и приспособления.
2. Определение последовательности обработки.
3. Подбор режущего и вспомогательного инструмента.
4. Построение траекторий движения режущего инструмента.
5. Назначение режимов резания и техническое нормирование.
6. Составление управляющей программы.
7. Оформление технологической документации.
Разработка операции сопровождается необходимыми технологическими и экономическими расчетами. Некоторые этапы могут выполняться параллельно. При этом возможен возврат на более ранние стадии проектирования для корректировки уже принятых решений.
Основные схемы установки и конструкции приспособлений для токарных станков с ЧПУ рассмотрены в [8, 13, 19]. Примеры наиболее распространенных способов установки для типовых деталей представлены в Приложении 2.
Определение последовательности обработки является одним из важнейших этапов проектирования операционной технологии. Несмотря на разнообразие форм и размеров деталей класса «тела вращения», для их обработки может быть рекомендована единая стратегия. В наиболее полном виде эта стратегия представлена для патронной обработки заготовок, имеющих центральное отверстие [7, 8, 9]:
1. Центрование (для отверстий диаметром менее 20 мм).
2. Сверление.
3. Рассверливание (для отверстий диаметром свыше 30 мм).
4. Черновая обработка основных поверхностей (сначала наружных, а затем внутренних).*
5. Черновая и чистовая обработка дополнительных поверхностей, кроме резьбовых канавок, канавок для выхода шлифовального круга, резьб и мелких выточек.
6. Чистовая обработка основных поверхностей (сначала внутренних, а затем наружных).
7. Обработка дополнительных поверхностей, не требующих черновой обработки (сначала внутренних или на торце, а затем наружных).
Если исходная заготовка уже имеет центральное отверстие, то первые три этапа исключают.
Для
отверстий небольшого диаметра центрование можно совместить с обработкой будущей
фаски, применив центровальное сверло с углом при вершине ![]() . Глубину центрования назначают здесь с
учетом диаметра фаски
. Глубину центрования назначают здесь с
учетом диаметра фаски ![]() (рис. 1.5). В целях удобства
программирования рекомендуется в начале операции подрезать правый торец в
необходимый размер от технологической базы. Валы изготавливают в той же
последовательности, ограничиваясь обработкой наружных поверхностей.
(рис. 1.5). В целях удобства
программирования рекомендуется в начале операции подрезать правый торец в
необходимый размер от технологической базы. Валы изготавливают в той же
последовательности, ограничиваясь обработкой наружных поверхностей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.