|
|
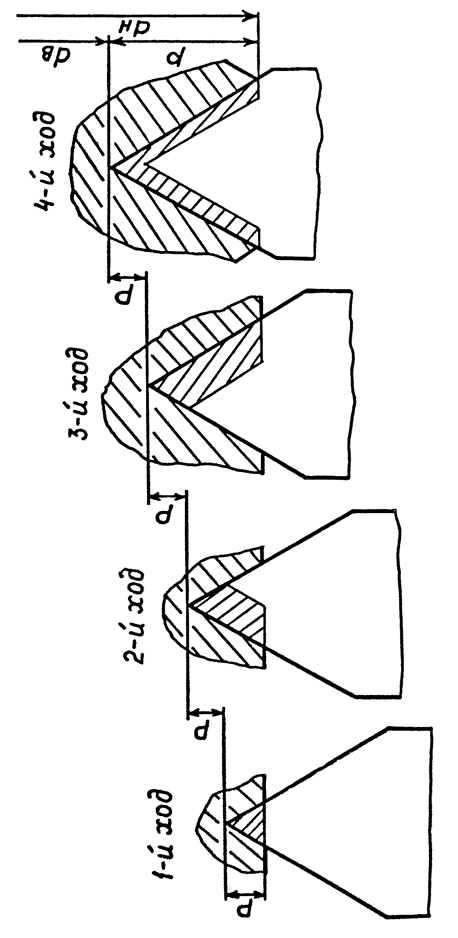
Рис. 3.2. Схема нарезания резьбы за несколько ходов |
В качестве примера приведем запись цикла для обработки цилиндрической наружной резьбы М80х6 длиной 100 мм со сбегом. Внутренний диаметр равен dВ=80-1,0825×6=73,5 мм, а максимальная глубина резания за один ход Р=0,36 мм. В этом случае кадр с параметрами цикла будет выглядеть следующим образом:
L01 F6 W-112 X73,5 A0 P0,36 C1.
Если составленная программа должна быть отработана в режиме "Автомат", то в начале каждого кадра по адресу N указывается его номер. В последнем кадре с помощью вспомогательной функции М программируется команда М02 "Конец программы":
N001 T2 S3 300
N002 X80 Z12 E
N003 L01 F6 W-112 X73,5 A0 P0,36 C1
N004 M02.
![]()
![]() Для отработки в автоматическом режиме составленная
программа набирается с пульта УЧПУ в режиме "Ввод". Режим "Ввод” устанавливается нажатием клавиши . Далее выполняется сброс памяти с помощью клавиши . Ввод программы начинается с
указания по адресу N номера первого кадра и набора
самого кадра.
Для отработки в автоматическом режиме составленная
программа набирается с пульта УЧПУ в режиме "Ввод". Режим "Ввод” устанавливается нажатием клавиши . Далее выполняется сброс памяти с помощью клавиши . Ввод программы начинается с
указания по адресу N номера первого кадра и набора
самого кадра.
![]() Набранный
кадр индицируется на шестой строке экрана БОСИ и записывается в память УЧПУ
нажатием клавиши "Перевод строки" (конец кадра). При этом
шестая строка очищается и номер кадра автоматически увеличивается на единицу
(то есть для последующих кадров номер не набирается). После ввода в память последнего
кадра (с командой М02) в правом углу экрана БОСИ индицируется надпись
"КП" (конец программы).
Набранный
кадр индицируется на шестой строке экрана БОСИ и записывается в память УЧПУ
нажатием клавиши "Перевод строки" (конец кадра). При этом
шестая строка очищается и номер кадра автоматически увеличивается на единицу
(то есть для последующих кадров номер не набирается). После ввода в память последнего
кадра (с командой М02) в правом углу экрана БОСИ индицируется надпись
"КП" (конец программы).
![]()
![]() Набор кадра с параметрами цикла, также как и при
отработке в ручном режиме, осуществляется в форме диалога. После набора по
адресу L номера цикла (L01) и нажатия клавишина восьмой строке экрана БОСИ
индицируется название цикла и первого параметра. Адрес параметра индицируется
на шестой строке БОСИ рядом с номером цикла. После набора численного значения
параметра и нажатия клавиши оно записывается в память, а
на экране БОСИ появляется название и адрес следующего параметра.
Набор кадра с параметрами цикла, также как и при
отработке в ручном режиме, осуществляется в форме диалога. После набора по
адресу L номера цикла (L01) и нажатия клавишина восьмой строке экрана БОСИ
индицируется название цикла и первого параметра. Адрес параметра индицируется
на шестой строке БОСИ рядом с номером цикла. После набора численного значения
параметра и нажатия клавиши оно записывается в память, а
на экране БОСИ появляется название и адрес следующего параметра.
![]()
![]() Если во время набора кадра допущена ошибка, то ее
можно исправить нажатием клавиши . При этом последнее слово
набираемого кадра стирается. Последовательно нажатием клавиши можно стереть все слова кадра (кроме
первого слова в первом кадре) и ввести правильный текст. Для исправления
ошибки в кадре с параметрами цикла необходимо перейти в режим индикации и
повторить диалог.
Если во время набора кадра допущена ошибка, то ее
можно исправить нажатием клавиши . При этом последнее слово
набираемого кадра стирается. Последовательно нажатием клавиши можно стереть все слова кадра (кроме
первого слова в первом кадре) и ввести правильный текст. Для исправления
ошибки в кадре с параметрами цикла необходимо перейти в режим индикации и
повторить диалог.
![]()
![]()
![]() Записанную в память УЧПУ программу можно
просмотреть, начиная с первого кадра. Для этого нажатием клавиши
устанавливается режим "Ввод". При нажатии клавиши
"Сдвиг кадра" на экране БОСИ индицируется первый кадр программы.
Повторным нажатием клавиши последовательно индицируются остальные
кадры. При индикации последнего кадра в правом углу экрана появляется надпись
"КП".
Записанную в память УЧПУ программу можно
просмотреть, начиная с первого кадра. Для этого нажатием клавиши
устанавливается режим "Ввод". При нажатии клавиши
"Сдвиг кадра" на экране БОСИ индицируется первый кадр программы.
Повторным нажатием клавиши последовательно индицируются остальные
кадры. При индикации последнего кадра в правом углу экрана появляется надпись
"КП".
Введенную в память УЧПУ программу можно отредактировать в режиме "Ввод", а также записать ее на магнитную ленту в соответствии с методикой, изложенной в [1].
1. Ознакомиться с эскизом заготовки (рис.3.3) и вариантом задания (табл.3.2), где представлены значения размеров заготовки.
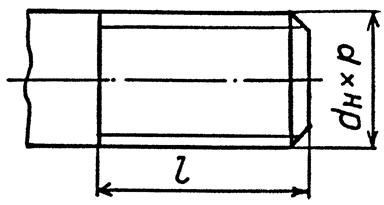 |
Рис. 3.3. Эскиз заготовки
Таблица 3.2
|
Варианты |
Наружный диаметр dН, мм |
Шаг резьбы p, мм |
Длина резьбы l, мм |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
48 48 42 42 36 36 30 30 24 24 24 24 20 20 20 20 16 16 16 16 |
3 2 3 2 3 2 3 2 3 2 1,5 1 2,5 2 1,5 0,75 2 1,5 0,75 0,5 |
40 30 40 30 40 30 40 30 20 16 20 16 20 16 20 16 20 16 20 16 |
|
Примечание. Для всех вариантов – резьба со сбегом (параметр С равен 1). |
|||
2. Назначить величину скорости резания и по формуле (2.1) определить частоту вращения шпинделя.
3. Назначить максимальную глубину резания за один ход. Определить внутренний диаметр резьбы по формуле (3.2).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.