 ,
,
Проверка прочности: 39,1<45 Н;
Рабочее число витков – m;
 ,
,
Где G – модуль сдвига, G=40ГПа;
Высота пружины в свободном состоянии H0, мм
![]()
Шаг пружины h=2d=9,5мм;
Угол подъема винтовой линии α, град;
 ;
;
Угол изгиба зацепа φ1, град;
![]()
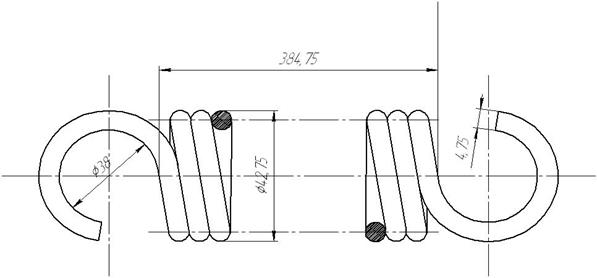
Рисунок 3.2 – Геометрические параметры пружины
1.Модуль сдвига – 40ГПа
2.Напряжение касательное при кручении – 39,1Н
3.Число рабочих витков – 80
4.Направление навивки – правое
5.Проволока ГОСТ14963-78
В основу расчета манипулятора положен расчет на прочность и устойчивость сжатой стойки 6, рисунок
Исходные данные для расчета
6) Материал швеллера (сталь Ст3);
7) Нагрузка F = 250 Н;
8) Предел прочности на сжатие [σ]сж = 125 МПа
9) Длина стойки l = 1м.
3.5.1 Определим необходимую площадь сечения
Из условия прочности материала на сжатие [27]
 , (3.5.1)
, (3.5.1)
где F – нагрузка на стойку, F = 250 Н;
А – площадь сечения стойки, мм2;
φ – коэффициент уменьшения основного допускаемого напряжения (коэффициент продольного изгиба). Значения выбираются в зависимости от гибкости материала λ;
[σ]сж – предел прочности материала на сжатие, [σ]сж = 125 МПа
найдём площадь сечения стойки А, мм2
 (3.5.2)
(3.5.2)
Первый шаг приближений:
Задаём φ1 = 0,6
Найдем площадь сечения
 = 0,0033 м2 = 33 см2.
= 0,0033 м2 = 33 см2.
Выбираем по ГОСТ 8240-89 [24] швеллер № 27, А = 35,2см2, iy = 2,73 см.
 |
Рисунок 3.5.1 – схема закрепления стойки
Найдём гибкость стойки [27]
 , (3.5.3)
, (3.5.3)
где λ – гибкость стержня;
ν – коэффициент приведения длины, зависит только от способа закрепления стержня, ν = 2;
l – длина стойки, l = 1 м;
iy – осевой момент инерции, iy = 2,73 см.
 = 73,26
= 73,26
при λ = 97, φТ = 0,67;
Сравним значения φТ и φ1
 , (3.5.4)
, (3.5.4)
где Δ – погрешность, допустимое значение Δ ≤ 5%;
φТ – стандартный коэффициент уменьшения основного допускаемого напряжения;
φ1 – задаваемый коэффициент уменьшения основного допускаемого напряжения.
 = 11,7%.
= 11,7%.
Второй шаг приближений:
Задаём φ1 = 0,635
Найдем площадь сечения
 = 0,0031 м2 = 31 см2.
= 0,0031 м2 = 31 см2.
Выбираем по ГОСТ 8240-72 [26] швеллер № 24a, А = 32,9 см2, iy = 2,78 см.
Найдём гибкость стойки
, (3.5.3)
где λ – гибкость стержня;
ν – коэффициент приведения длины, зависит только от способа закрепления стержня, ν = 2;
l – длина стойки, l = 1 м;
iy – осевой момент инерции, iy = 2,78 см.
 = 72
= 72
при λ = 72, φТ = 0,66;
Сравним значения φТ и φ1
, (3.5.4)
где Δ – погрешность, допустимое значение Δ ≤ 5%;
φТ – стандартный коэффициент уменьшения основного допускаемого напряжения;
φ1 – задаваемый коэффициент уменьшения основного допускаемого напряжения.
 = 4%.
= 4%.
Примем по ГОСТ 8240-72 [26] швеллер № 24a, А = 32,9 см2, iy = 2,78 см.
Рабочий процесс манипулятора включает в себя ряд последовательных операций, которые соответствуют технологической программе детонационно-газовой установки.
1) Рабочий процесс манипулятора при напылении кулачков.
Начальная операция при работе с манипулятором, при напылении кулачков заключается в установке распределительного вала в трех - кулачковые патроны, с погрешностью установки ± 1 мм, с припусками по краям 5 мм. Для зашиты от нежелательного напыления поверхностей вала на границе с кулачками, их защищают экранами.
Вращение и горизонтальное перемещение распределительного вала относительно дульной части ствола пушки осуществляется посредством ременной передачи от двух шаговых двигателей, что обеспечивает достаточную точность и скорость манипулирования для соблюдения технологии напыления. Точность манипулирования зависит как от массы, момента инерции и эксцентриситета обрабатываемого изделия, так и от программно задаваемых линейных и угловых ускорений. При максимальных нагрузках: точность горизонтального позиционирования - не хуже 2 мм, точность углового позиционирования - не хуже 5 градусов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.