Федеральное агентство по образованию
Министерство образования и науки Российской Федерации
Ульяновский государственный технический университет
Кафедра: «Материаловедение и обработки металлов давлением».
Пояснительная записка
к курсовому проекту
по дисциплине: «Технология листовой штамповки»
Тема: Разработка технологического процесса
Получения детали № 3151-1801008
«Пластина крепления раздаточной коробки и коробки передач».
Разработал студент гр. Омд-41: Коргутлов Е.В.
Проверил: Мурасов А.Ш.
Ульяновск 2007
Содержание:
Аннотация……………………………………………………………………...3
Введение……………………………………………………………………….4
1. Анализ технологичности конструкции детали……………………………..…6
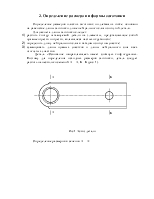
2. Определение размеров и формы заготовки………………………….....…9
3. Выбор материала детали……………………………………………….…13
4. Выбор рационального способа раскроя металла на заготовки …….……15
5. Выбор рационального варианта технологического процесса изготовления детали и его разработка……………………………………………….…..26
6. Выбор технологического оборудования…………………………….....…35
7. Установление типа штампа и его проектирование. Расчет исполнительных размеров пуансонов и матриц. Расчет деталей штампа на прочность………………………………………………………………..…38
8. Планировка и организация рабочего места………………………...……48
9. Техническое нормирование………………………………………………50
10. Определение себестоимости детали………………………………....…57
11. Разработка чертежей штампа и его рабочих частей……………………62
12. Список использованной литературы………………………………………64
Аннотация
Курсового проекта по горячей штамповке
студента гр. ОМд – 41 Коргутлова Е. В.
Расчетно – пояснительная записка:
64 страницы,
в том числе 14 рисунков,
12 таблиц
спецификация,
4 листа чертежей:
1 лист формата А1
3 листа формата А0
УлГТУ 2007 г.
В данном курсовом проекте разработана технология изготовления детали №3151-1801008 «Пластина крепления раздаточной коробки и коробки передач».
Была определена форма и размеры заготовки, выбран оптимальный вариант технологического процесса, определены энергосиловые параметры процессов штамповки и выбрано технологическое оборудование.
Были разработаны чертежи штампа совмещённого действия.
Также был произведен расчет технологической себестоимости детали, норм времени на штамповку, рассмотрена организация рабочего места.
Введение
В общем комплексе технологии машиностроения большой удельный вес имеет листовая штамповка.
Листовая штамповка применяется для изготовления разнообразных по размерам (от нескольких миллиметров до десятков метров) и форме деталей.
Листовая штамповка представляет собой самостоятельный вид обработки, который имеет следующие особенности:
а) высокая производительность процесса;
б) низкая трудоемкость;
в) высокое ресурсосбережение (КИМ в среднем составляет 60-70%, максимум до 95%);
г) возможность использования малоквалифицированной рабочей силы;
д) возможность комплексной механизации и автоматизации листовой штамповки, создание гибких производственных связей;
е) низкая себестоимость изготовления детали;
Процессы листовой штамповки наиболее целесообразно применять в крупносерийном и массовом производстве, так как тогда расходы на штампы наиболее рентабельны.
Листовую штамповку можно применять в условиях мелкосерийного производства при изготовлении специального технического оборудования, использовании специальных технических процессов: взрывная штамповка, штамповка эластичными средствами, гидромеханическая и т.д.
Современное развитие листовой штамповки идет по следующим направлениям:
1) расширение области применения листовой штамповки путем замены литых, кованных деталей листовыми;
2) создание конструкций деталей более технологических по форме и размерам, использование рациональных схем раскроя материала;
3) повышение точности штампуемых деталей;
4) очередное повышение производительности листовой штамповки за счет автоматизации;
5) повышение стойкости штампового инструмента;
6) более широкое использование процессов листовой штамповки в мелкосерийном производстве за счет использования специальных видов листовой штамповки.
1. Анализ технологичности конструкции детали №3151-1801008
Под технологичностью деталей подразумевается такое сочетание конструктивных элементов деталей, которое позволяет изготовлять их в заданных количествах наиболее экономично и при соблюдении эксплуатационных требований к ним. Технологическая конструкция изделия предусматривает:
1) наиболее благоприятную форму изделия, для того чтобы
упростить процесс штамповки, обеспечить малую трудоемкость изготовления и минимальный расход металла, снизить стоимость и повысить стоимость штампов;
2)
правильный выбор металла по толщине и
физико-механическим
свойствам;
3)
рациональный способ простановки размеров на
чертеже детали,
способствующий наиболее целесообразному выбору
технологических баз обработки;
4)
соответствие допусков на размеры детали,
обеспечивающих
технологически необходимую и экономически достижимую
точность штамповки.
Наиболее целесообразным вариантом технологического процесса изготовления данной детали является:
а) резка листа на заготовки;
б) вырубка;
в) пробивка отверстий, гибка;
Пробивка отверстий Æ14 мм, возможно в обычных штампах свободными пуансонами. Наименьший диаметр пробиваемых отверстий составляет: [2, табл.135] для круглых отверстий:
![]()
где S - толщина материала;
![]() технологично;
технологично;
Наименьшее расстояние от края отверстия до наружного контура детали должно быть не менее:
![]() технологично;
технологично;
Критерий технологичности выполняется, согласно чертежу детали.
При произвольном уменьшении указанных расстояний возможны разрывы материала между отверстиями, а также выпучивание или выворачивание краев деталей, кроме того, возможно уменьшение стойкости штампа.
Процесс гибки в штампах заключается в том, что заготовка под давлением пресса изгибается, принимая форму пуансона и матрицы.
Минимально допустимые радиусы гибки следует применять лишь при конструктивной необходимости. В большинстве случаев
возможно применить увеличенные
радиусы гибки ![]() [2].
[2].
![]() технологично;
технологично;
Согласно чертежу детали условия выполняются. Во многих случаях гнутые детали, имеющие отверстия, удобно пробивать одновременно с вырубкой заготовки. Однако если отверстия находятся вблизи от линии гибки, то после гибки, их форма искажается. Чтобы избежать этого, необходимо отверстия располагать вне зоны деформации или пробивать их после гибки.
![]() (1)
(1)
![]() - технологично;
- технологично;
где S - толщина материала;
![]() -
расстояние от края отверстия до радиуса гибки;
-
расстояние от края отверстия до радиуса гибки;
В соответствии с чертежом нашей детали данное условие выполняется.
Согласно проведенному анализу, деталь №3151-1801008 «Пластина крепления раздаточной коробки и коробки передач» является технологичной, что снижает ее себестоимость и обеспечивает наиболее экономичное ее изготовление.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.