Для формоизменяющей операции (гибки), осуществляем крепление верхней плиты штампа к ползуну с помощью болтов. Для этой цели используем 4 – отверстия под болты, расположенных симметрично по контуру штампа.
7.9 Расчет исполнительных размеров матрицы и пуансона
При П-образной гибке:
1. Исполнительный размер матрицы [1]:
 (31)
(31)
где ![]() - номинальный размер детали после
гибки;
- номинальный размер детали после
гибки; ![]() ;
; ![]() предельное отклонение размера детали,
предельное отклонение размера детали,
![]() - предельное отклонение
на размер
- предельное отклонение
на размер ![]() , определяемое из
зависимости
, определяемое из
зависимости ![]()
![]() .
.
![]()
![]()
Поскольку значение ![]() оказалось
в пределах одиннадцатого квалитета, то посадку выталкивателя в полости матрицы
выполняют по
оказалось
в пределах одиннадцатого квалитета, то посадку выталкивателя в полости матрицы
выполняют по  .
.
2. Пуансон изготавливаем с размером:
![]() (33)
(33)
где
![]() - односторонний зазор;
- односторонний зазор;
![]() , (34)
, (34)
где
![]() наибольшая возможная толщина листа,
наибольшая возможная толщина листа, ![]() коэффициент, определяемый из табл. 9 [1].
коэффициент, определяемый из табл. 9 [1].
Предельное отклонение на размер пуансона принимаем:
![]() . (35)
. (35)
Получаем размер пуансона:
![]()
![]()
![]()
8. Планировка и организация рабочего места.
Высокая производительность труда и прогрессивные методы работы возможны лишь при наличии правильной организации трудового процесса.
Планировка и организация рабочего места зависит от вида и размеров заготовки, степени механизации и автоматизации технологического процесса, типа пресса и его мощности, а также от размеров изготавливаемой детали.
Планировка оборудования должна предусматривать соответствующую площадь около пресса для укладки заготовок, готовых деталей и отходов.
Учитывая все вышеперечисленные особенности, осуществляем планировку рабочего места (рис. 20).
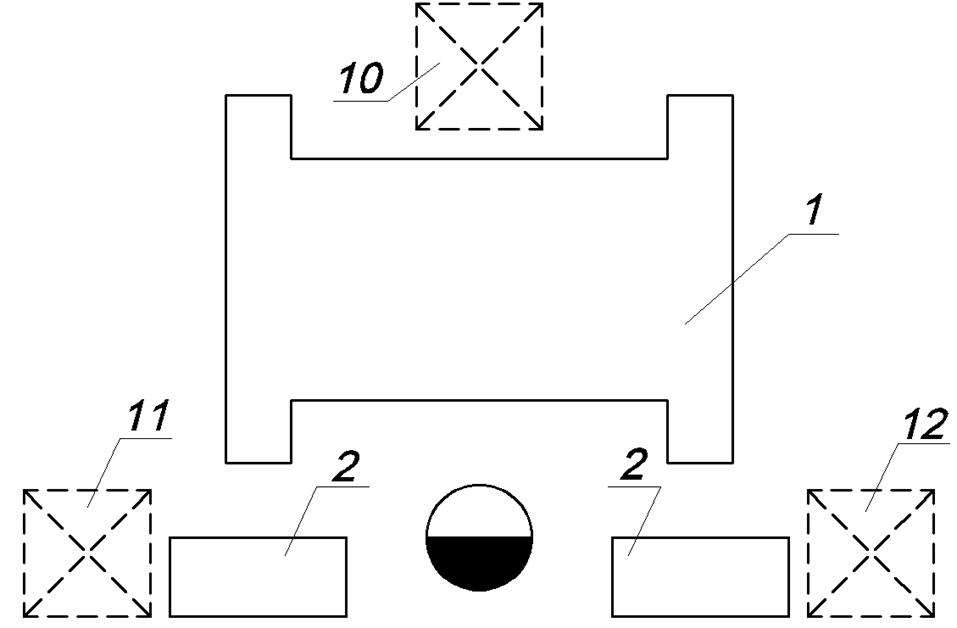
Рис. 14. Схема организации рабочего места (К3132 – гибка).
1 – пресс; 2 – стол для заготовок; 10 – место для складывания отходов; 11 – место для складывания заготовок; 12 – место для складывания готовых деталей.
Необходимо также принять нормы ширины цеховых проходов и проездов ([3] стр.348 табл.162). Выбираем ширину цехового проезда для тележки самоходной аккумуляторной (табл. 6):
Таблица 6.
Нормативы ширины цеховых проходов и проездов
|
Вид транспорта |
Грузоподъёмность, тс |
Ширина транспорта, мм |
Ширина проезда (в мм) при движении транспорта, мм |
|
|
одностороннее |
двустороннее |
|||
|
Тележки самоходные аккумуляторные |
0,25 |
700 |
1300 |
2000 |
9. Техническое нормирование
9.1. Резка листа на полосы
Рассчитываем нормы штучного времени и нормы выработки на резку стального листа на полосы.
Исходные данные:
размер
листа –![]() ;
;
площадь
листа – ![]() ;
;
количество целых полос –9 шт;
материал – сталь 08кп;
способ подачи листа – вручную;
положение рабочего – стоя.
Таблица 7
|
№ п/п |
Содержание работы |
№ карты |
№ позиции |
Повторяемость приемов на 1 лист |
Время на 100 листов, мин |
||
|
Т0 (ОСН) |
ТВ(вспомогательное) |
||||||
|
перекры-ваемое |
неперекры-ваемое |
||||||
|
1. |
Взять лист, установить на стол ножниц |
52 |
4е |
1 |
- |
- |
7,14×0,9= 6,336 |
|
2. |
Включить ножницы |
1 |
2а |
9 |
- |
- |
0,015×100×9=13,5 |
|
3. |
Отрезать полосу |
2 |
40а |
9 |
0,010×100×9=9 |
- |
- |
|
4. |
Передвинуть лист до упора |
54 |
24в |
8 |
0,011×100×8=8,8 |
2,08-1,1 =0,98×8= 7,84 |
|
|
5. |
Взять отход, переместить на расстояние до 1 м, уложить в стопу |
56 |
4е |
1 |
- |
- |
1,23 |
|
Итого |
- |
- |
- |
9 |
8,8 |
28,906 |
|
Расчёт нормы штучного времени
Норма штучного времени:
где
![]() - основное (машинное) время с учетом
времени работы механизма включения;
- основное (машинное) время с учетом
времени работы механизма включения;
![]() - вспомогательное время;
- вспомогательное время;
N – количество полос, получаемых из листа;
К – коэффициент, учитывающий затраты времени на организационно – техническое обслуживание, отдых и личные надобности (К=1,53 , см. карта 57, поз 9, 25).
Тогда
получаем:  (на 100 полос);
(на 100 полос);
![]() (на 1 полосу).
(на 1 полосу).
Норма выработки:

где ![]() -
длительность смены, мин.
-
длительность смены, мин.
9.2. Вырубка и пробивка
Рассчитываем нормы штучного времени и нормы выработки на совмещенную вырубку и пробивку детали из полосы.
Исходные данные:
размер
листа –![]() ;
;
площадь
листа – ![]() ;
;
размер
полосы – ![]()
площадь полосы – 0,259 м2;
шаг подачи – 295,2 мм;
материал – сталь 08кп;
количество деталей в полосе – 8;
способ подачи и установки заготовки - вручную;
способ удаления детали - вручную;
положение рабочего - стоя.
Таблица 8
|
№ п/п |
Содержание работы |
№ карты |
№ позиции |
Время на 100 шт., мин |
||
|
Т0 (ОСН) |
ТВ(вспомогательное) |
|||||
|
основное |
перекрываемое |
неперекрываемое |
||||
|
1. |
Взять полосу, смазать с одной стороны |
4 |
1д |
- |
- |
4,58 |
|
2. |
Установить полосу в штамп по упору |
6 |
4и |
- |
- |
5,72×1,04=5,9488 |
|
3. |
Включить пресс |
1 |
3а |
- |
- |
0,018×100=1,8 |
|
4. |
Штамповать |
2 |
29а |
0,022×100=2,2 |
- |
- |
|
5. |
Продвинуть полосу на шаг |
7 |
34с |
- |
- |
2,60 |
|
6. |
Отбросить отход полосы в люк |
9 |
24г |
- |
- |
2,78 |
|
Итого |
- |
- |
2,2 |
- |
17,7088 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.