![]() – расстояние между стойками (в
свету),
– расстояние между стойками (в
свету), ![]() ;
;
![]() – наибольший ход нижнего
выталкивателя,
– наибольший ход нижнего
выталкивателя, ![]() ;
;
Q– усилие прижима, тс;
![]() – усилие
нижнего выталкивателя,
– усилие
нижнего выталкивателя, ![]() ;
;
![]() – ширина окон в стойках,
– ширина окон в стойках, ![]() ;
;
![]() – высота окон в стойках,
– высота окон в стойках, ![]() ;
;
![]() – высота окон в стойках над уровнем
стола,
– высота окон в стойках над уровнем
стола, ![]() ;
;
А – технологическая работа, кгс·м;
![]() – габаритный размер пресса слева
направо,
– габаритный размер пресса слева
направо, ![]() ;
;
![]() – габаритный размер пресса спереди
назад,
– габаритный размер пресса спереди
назад, ![]() ;
;
![]() – высота над уровнем пола,
– высота над уровнем пола, ![]() ;
;
![]() – мощность электродвигателя главного
привода, кВт.
– мощность электродвигателя главного
привода, кВт.
Для гибки
элементов заготовок по 2-м ребрам ![]() (
(![]() ) выбираем открытый одностоечный
ненаклоняемый однокривошипный пресс ([6] стр.21 табл.4). Технологические
параметры приведены в табл. 4.
) выбираем открытый одностоечный
ненаклоняемый однокривошипный пресс ([6] стр.21 табл.4). Технологические
параметры приведены в табл. 4.
Таблица 4.
Технологические параметры открытого пресса простого действия КД1428
|
Модель |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КД1428 |
630 |
10 |
100 |
90 |
530 |
800 |
80 |
260 |
280 |
290 |
1500 |
1800 |
3020 |
790 |
9,0 |
|
|
|
|
710 |
480 |
где ![]() –
наименьший ход внутреннего и наружного ползунов, мм;
–
наименьший ход внутреннего и наружного ползунов, мм;
![]() – наибольший ход внутреннего и
наружного ползунов, мм;
– наибольший ход внутреннего и
наружного ползунов, мм;
R – вылет, мм;
![]() – закрытая высота до рога, мм;
– закрытая высота до рога, мм;
![]() – регулирование положения стола, мм;
– регулирование положения стола, мм;
![]() – наименьшая высота стола над
уровнем пола, мм;
– наименьшая высота стола над
уровнем пола, мм;
![]() – размер стола слева направо, мм;
– размер стола слева направо, мм;
![]() – размер стола спереди назад, мм.
– размер стола спереди назад, мм.
7. Установление типа штампа и его проектирование. Расчет исполнительных размеров пуансонов и матриц. Расчет деталей штампа на прочность
7.1 Выбор типа штампа
По технологическому признаку все штампы для листовой штамповки могут быть сведены в группы: простого, последовательного, совмещенного действия.
Штампы простого действия производят одну штамповочную операцию за один ход ползуна пресса. Они отличаются простой конструкцией и низкой стоимостью, поэтому находят применение в мелкосерийном и серийном производстве.
Штампы последовательного действия обеспечивают выполнение нескольких различных операций последовательно (до 15) за несколько ходов ползуна и шагов подачи. Штампы последовательного действия применяют в крупносерийном и массовом производстве при изготовлении деталей из лент.
Штампы совмещенного действия выполняют одновременно несколько технологических операций. Работа в штампах совмещенного действия выполняется за один ход ползуна пресса в пределах одного шага подачи. Эти штампы обеспечивают высокую производительность, точность и плоскостность штампованных деталей, поэтому нашли широкое применение в крупносерийном и массовом производстве. Производительность штампов совмещенного действия соизмерима с производительностью штампов последовательного действия, но точность размеров штампуемых изделий гораздо выше.
По конструктивному признаку штампы делят на две группы:
- штампы без направляющих устройств;
- штампы с направляющими устройствами.
Первая группа применяется в единичном и мелкосерийном производстве, вторая - в серийном, крупносерийном и массовом производстве.
Анализируя все выше перечисленное, для операции гибки детали будем использовать штамп простого действия с направляющими устройствами.
7.2 Определение закрытой высоты штампа
Высота штампа в нижнем (рабочем) положении называется закрытой высотой штампа. Она должна быть увязана с закрытой высотой пресса.
Закрытой высотой пресса называется расстояние от плиты до ползуна пресса в его нижнем положении при максимальном ходе и укороченной длине шатуна. Закрытая высота пресса указывает на предельную высоту штампа, который может быть установлен на данном прессе. Закрытая высота штампа должна находиться между наибольшей и наименьшей закрытой высотой пресса [1]:
Н2 = Н-М; (22)
где Н2 - наименьшая закрытая высота пресса;
Н - наибольшая закрытая высота пресса;
М - величина регулировки длины шатуна.
В большинстве случаев:
![]()
 (23)
(23)
![]() (24)
(24)
где ![]() высота подштамповой плиты, мм;
высота подштамповой плиты, мм;
![]() величина регулировки
положения ползуна, ΔШ = 200 мм;
величина регулировки
положения ползуна, ΔШ = 200 мм;
![]() величина
регулировки положения стола, в нашем случае
величина
регулировки положения стола, в нашем случае ![]() , т.к.
пресс с неподвижным столом.
, т.к.
пресс с неподвижным столом.
![]()
![]()
![]()
Принимаем Ншт = 640 мм.
7.3 Выбор блока
Блоки - комплексы верхних и нижних оснований штампов, связанных направляющими устройствами.
Блоки подразделяются на индивидуальные, предназначенные для отдельных штампов; универсальные или групповые, предназначенные для установки различных сменных пакетов штампов.
Блоки, в зависимости от количества и схемы расположения направляющих устройств (колонки, втулки) могут быть без направляющих устройств и с направляющими устройствами. Иногда с целью обеспечения равномерного зазора при точной штамповке применяют круговую схему расположения направляющих устройств.
Количество направляющих узлов, а также схема их расположения функционально зависит от: толщины детали, размеров детали и штампа, способа установки заготовки и удаления готовой детали, массы пресса и его усилия.
При штамповке деталей толщиной менее 0,6 мм рекомендуется применять блоки с 3-мя либо с 4-мя направляющими узлами. При штамповки на блоке с узкими плитами рекомендуется применять осевое расположение направляющих узлов.
При использовании крупногабаритных штампов (детали средние и крупные) рекомендуется применять блоки с 2-мя, 3-мя, 4-мя направляющими устройствами независимо от толщины материала.
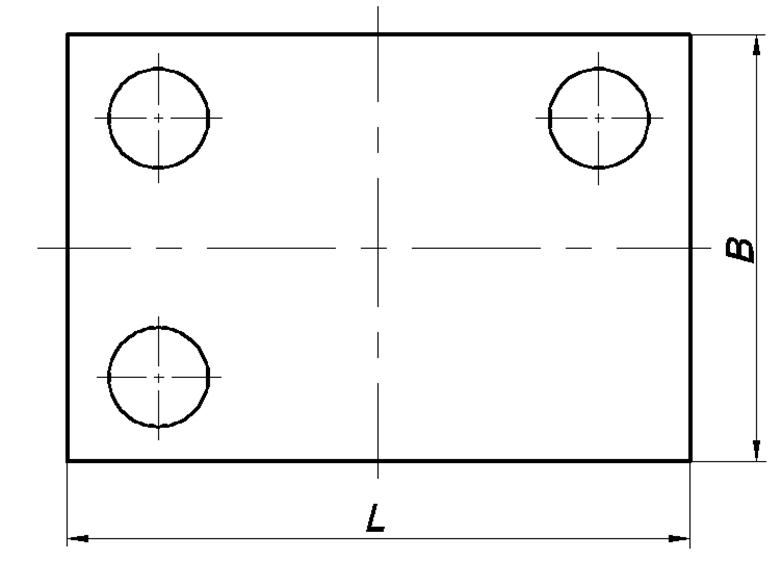 Учитывая все выше сказанное выбираем блок с
угловым расположением трех направляющих колонок
(рис. 9).
Учитывая все выше сказанное выбираем блок с
угловым расположением трех направляющих колонок
(рис. 9).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.