






























УЛЬЯНОВСКИЙ ГОСУДАРСТВЕНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Материаловедение и обработка металлов давлением»
Курсовая работа
по
теории обработки металлов давлением
Тема
Горячая осадка цилиндрической заготовки с отверстием
Группа ОМд – 41
Студент Зарипов С. Э.
Руководитель Филимонов В. И.
Оценка __________________________
Дата _____ _______________ 2007 г.
Ульяновск – 2007
ВВЕДЕНИЕ
Осадка – формоизменяющая операция, в процессе которой производится уменьшение высоты заготовки при увеличении площади ее поперечного сечения.
Осадку применяют, когда необходимо: получить поковку или участок ее с поперечным сечением большим, чем сечение заготовки или слитка; увеличить уковку; уменьшить анизотропию механических свойств и улучшить эти свойства в осевом и поперечных направлениях поковки; более равномерно распределить и измельчить карбиды в сталях карбидного класса; выровнять торцевые поверхности заготовки и увеличить поперечное сечение перед прошивкой.
Цель работы:
Определить расчётные параметры, выбрать метод и произвести расчёт этих параметров при помощи выбранного метода. Также требуется определить назначение и сферу применения процесса, рассмотреть оборудование, схемы и режимы реализации, преимущества и недостатки процесса.
1 Литературный обзор
1.1 Сущность процесса осадки
Осадкой называют формоизменяющую операцию, при которой происходят уменьшение высоты заготовки и увеличение площади ее поперечного сечения.
При использовании операции осадки для увеличения уковки и уменьшения анизотропии механических свойств следует учитывать, что уковка положительно влияет до известного предела, улучшение механических свойств поперечных направлениях приводит к снижению их в осевом направлении.
Неравномерность нагрева способствует в процессе осадки искривлению продольной оси и смещению ликвационных зон. Слитки с подкорковыми дефектами надо предварительно подвергать обжиму, чтобы предотвратить вскрытие дефектов в процессе осадки.
Степень деформации (%) при осадке:
где Нзаг и Н1 – соответственно исходная и конечная высоты заготовки.
В обычных условиях осадки в результате неравномерности деформации заготовка принимает бочкообразную форму. Повышению равномерности осадки способствуют: уменьшение трения на поверхности контакта металла с инструментом путем повышения качества его обработки и применения (при осадке на прессе) смазочных материалов; использование нагретых прокладок толщиной 15-20 мм между инструментом и торцами заготовки из низкоуглеродистой стали; применение плоских выточек для удержания смазочных материалов на торцах заготовки глубиной 1-3 мм при ширине 1-2 мм.
В качестве смазочных материалов применяют сухие древесные опилки, графит с машинным маслом, водный раствор коллоидного графита (5-10 %) и жидкого стекла (15-20 %) и др.
Во избежание продольного изгиба ( искривления) не рекомендуется осадка заготовок с отношением высоты к диаметру или к меньшей стороне сечения больше 2,5. В случае изгиба заготовку необходимо сразу же выправить одним из двух способов. Первый заключается в нажатии на искривленную заготовку по контактной поверхности со стороны противоположной вогнутости. При этом течение металла происходит в направлении вогнутости, в результате чего она исчезает. После устранения искривления контактную площадь, по которой прикладывается нагрузка, увеличивают осадкой до полного перекрытия всего торца. Искривление очень длинных заготовок из высокопластичных материалов исправляют вначале вторым способом, а затем первым способом [7].
Разновидности осадки
Осадка заготовок или слитков без хвостовика (выступа) для получения поковок типа дисков или под последующую прошивку.
Осадка заготовок или слитков с хвостовиком для получения поковок с местным утолщением (высадка) или предварительная операция перед последующей вытяжкой. В качестве инструмента применяют плоские или вогнутые плиты, причем в нижней плите есть отверстие для хвостовика.
Осадка (высадка) в подкладных кольцах для получения поковок типа фланцев и дисков с одним или двумя выступами. Отверстия в кольцах выполняют обычно с уклоном до 70 к высаживаемой части в зависимости от сложности извлечения поковки из колец. При высадке средней части заготовки с применением двух колец уклон по внутреннему отверстию одного кольца обязателен [8].
1.2 Схемы реализации процесса
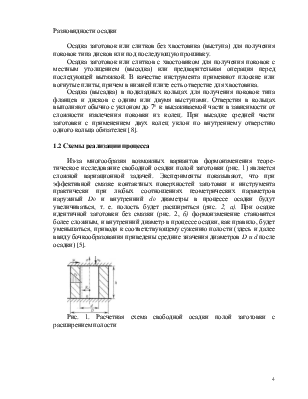
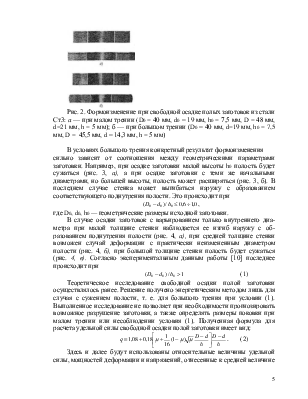
Из-за многообразия возможных вариантов формоизменения теоретическое исследование свободной осадки полой заготовки (рис. 1) является сложной вариационной задачей. Эксперименты показывают, что при эффективной смазке контактных поверхностей заготовки и инструмента практически при любых соотношениях геометрических параметров наружный D0и внутренний d0диаметры в процессе осадки будут увеличиваться, т. е. полость будет расширяться (рис. 2, а). При осадке идентичной заготовки без смазки (рис. 2, б) формоизменение становится более сложным, и внутренний диаметр в процессе осадки, как правило, будет уменьшаться, приводя к соответствующему сужению полости (здесь и далее ввиду бочкообразования приведены средние значения диаметров D и dпосле осадки) [5].
Рис. 1. Расчетная схема свободной осадки полой заготовки с расширением полости

Рис. 2. Формоизменение при свободной осадке полых заготовок из стали Ст3: а — при малом трении (D0 = 40 мм, d0 = 19 мм, h0 = 7,5 мм, D = 48 мм, d=21 мм, h = 5 мм); б — при большом трении (D0 = 40 мм, d=19 мм, h0 = 7,5 мм, D = 45,5 мм, d = 14,3 мм, h = 5 мм)
В условиях большого трения конкретный результат формоизменения
сильно зависит от соотношения между геометрическими параметрами заготовки. Например, при осадке заготовки малой высоты h0 полость будет сужаться (рис. 3, а), а при осадке заготовки с теми же начальными диаметрами, но большей высоты, полость может расширяться (рис. 3, б). В последнем случае стенка может выгибаться наружу с образованием соответствующего поднутрения полости. Это происходит при
![]() ,
,
где D0, d0, h0 — геометрические размеры исходной заготовки.
В случае осадки заготовок с варьированием только внутреннего диаметра при малой толщине стенки наблюдается ее изгиб наружу с образованием поднутрения полости (рис. 4, а), при средней толщине стенки возможен случай деформации с практически неизмененным диаметром полости (рис. 4, б), при большой толщине стенки полость будет сужаться (рис. 4, в). Согласно экспериментальным данным работы [10] последнее происходит при
![]() (1)
(1)
Теоретическое исследование свободной осадки полой заготовки осуществлялось ранее. Решение получено энергетическим методом лишь для случая с сужением полости, т. е. для большого трения при условии (1). Выполненное исследование не позволяет при необходимости прогнозировать возможное разрушение заготовки, а также определять размеры поковки при малом трении или несоблюдении условия (1). Полученная формула для расчета удельной силы свободной осадки полой заготовки имеет вид:
 . (2)
. (2)
Здесь и далее будут использованы относительные величины удельной силы, мощностей деформации и напряжений, отнесенные к средней величине
напряжения σsтекучести материала заготовки
(натуральное значение удельной силы ![]() ; µ — коэффициент трения по напряжению текучести, соответствующий
закону контактного трения Зибеля
; µ — коэффициент трения по напряжению текучести, соответствующий
закону контактного трения Зибеля ![]() , где β — коэффициент Лоде, среднее значение которого равно 1,1.
, где β — коэффициент Лоде, среднее значение которого равно 1,1.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.