Работа инструмента на стекле более производительная, из-за вязкости стали 4Х18Н2М инструмент быстро засаливается, что влияет на съем материала и на увеличение относительного износа инструмента. В процессе засаливания, образовавшиеся нежелательные частицы начинают царапать поверхность, поэтому шероховатость Ra при работе на стекле на порядок выше. Для улучшения класса чистоты поверхности, необходимо постоянно вскрывать и править инструмент. На стекле связанный алмазный инструмент работает стабильней, чем на металле, это говорит о том, что инструмент работает в режиме самозатачивания, следовательно, уменьшается износ инструмента и повышается оптическая чистота поверхности.
По результатам исследования можно сделать выводы:
- чем мягче обрабатываемый материал, тем больше износ алмазного инструмента;
- для более твердых материалов можно получить лучшие показатели Ra, мкм;
- чем больше концентрация алмаза в инструмента, тем он менее склонен к засаливанию.
2.КОНСТРУКТОРСКИЙ РАЗДЕЛ
2.1 Установка УГП-50
Гидравлический пресс предназначен для изготовления связанного алмазного инструмента методом прессования.
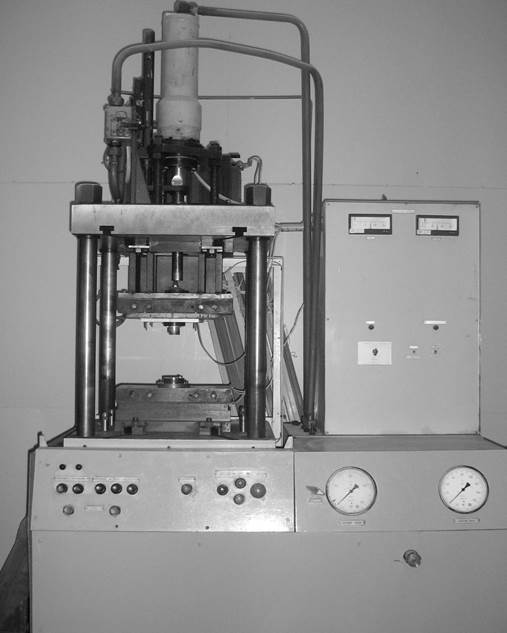
Рисунок 2.1- Гидравлический пресс УГП-50
Аппаратура пресса предусматривает работу в полуавтоматическом и наладочном режимах при прямом прессовании и обеспечивает автоматическое поддерживание заданной температуры матрицы и пуансона.
На прессах можно работать в следующих режимах:
· с отключенным двигателем на время выдержки под давлением;
· без отключения двигателя;
· с подпрессовками и без подпрессовок;
Прессование осуществляется в пресс-форме, которая состоит из двух основных элементов матрицы и пуансона.
Рисунок 2.2 - Фотография пресс-формы.
Схема пресс-формы изображена на рисунке 2.3
![]()
Рисунок 2.3- Пресс - форма.
2.2 Станок 6ШП-200М.
В оптической промышленности применяются различные типы станков, в зависимости от задаваемой на обработку деталей точности.
Дальнейшие исследования алмазного инструмента проводились на станке
6ШП-200М, предназначенного для односторонней обработки деталей и применяемом в мелкосерийном и одиночном производствах. Станок 6ШП-200М предназначен для шлифования и полирования свободным абразивом или связанным алмазным инструментом плоских и сферических поверхностей заготовок оптических деталей или блоков.
![]()
Рисунок 2.4 – Шлифовально - полировальный станок 6ШП-200М.
Так как этот станок шлифовально-полировальный, то рассмотрим технологию изготовления шлифовально-полировального инструмента используемого на этом станке. Технологический процесс изготовления шлифовально-полировального инструмента включает в себя следующие стадии: прессование таблеток, подготовка шлифовальника, вскрытие шлифовальника.
Технические характеристики станка должны соответстовать значениям в таблице 2.1.
Таблица 2.1
|
Диаметр обрабатываемых заготовок или блоков, мм |
50-100 |
|
Количество шпинделей, шт |
6 |
|
Частота вращения, с-1 (об/мин) |
1,3; 3,0; 6,0 (9,0; 180; 360) |
|
Частота качания поводка, дв.ход/мин. |
40; 63; 100 |
|
Длина штриха, мм |
0-130 |
|
Величина смещения поводка перпендикулярно штриху, мм |
30 |
|
Сила прижима поводка, Н (кгс) |
14,7-294 (1,5-30) |
|
Установочная мощность электродвигателей, кВт |
3,55 |
|
Габаритные размеры |
2800х810х1290 |
|
Масса станка, кг |
1250 |
Принцип работы станка и описание кинематической схемы станка 6ШП-200М.
Рисунок 2.5 - Кинематическая схема станка 6ШП-200М
Шпиндель получает 4 скорости вращения через червячную передачу, двухступенчатую клиноременную передачу от двухскоростного электродвигателя мощностью 0,7/0,9 кВт и числом оборотов в минуту 1400/2720.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.