1,3 – половинки, 2 – стержень (элемент, формирующий внутреннюю полость), 6 – выталкиватель
+ - высокая производительность, точность
- - форма дорогая, серийное производство; впрыскиваемый металл газированный, пористый
Требования к отливке:
1) Литейные уклоны (чтобы вынимать)
![]()
![]() 0,5⁰
0,5⁰
2) Плавные переходы
 |
|||
3) Радиусы скругления
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Обработка давлением.
Большинство материалов под действием давления изменяют форму и размеры..
Характеристика – относительное удлинение в %
Хрупкие материалы при деформации ломаются и не используются для изготовления деталей этим методом.
При пластичной деформации материала внутри него возникают дефекты дислокации. При этом увеличивается прочность и твердость материала, снижаются пластичность – наклеп
Для снятия наклепа необходимо нагреть заготовку до температуры рекристаллизации, которая равна половине температуры плавления
Для повышения пластичности деформацию производят в горячем состоянии.

Рис.1
1. Свободная ковка – деформация материала между плоскими байками
+ - универсальность
- - 1.Квалификация – дорого
2. Низкая производительность – дорого (единичное производство)
Объемная штамповка – деформация, производимая фасонным инструментом – штампом, который состоит из 2 половинок. Первая – неподвижная, вторая – перемещающаяся.
+ - Производительность, низкая квалификация, себестоимость
- - Массовое, серийное производство.
Изготовление металлических профилей
Профили – простой формы и фасонной
![]() Трубы
- высокого давления
Трубы
- высокого давления
![]()
 - сварные
- сварные
![]()
2. Листовой прокат
![]()
![]()
![]() В
валках прорезаются кольцевые фасонные канавки – ручьи
В
валках прорезаются кольцевые фасонные канавки – ручьи
Получают профили из углеродистой и малолегированной стали
Рис. 3б – получение профиля выдавливанием через фасонную фильеру.
В контейнер 3 помещают заготовку 2. При движении поршня 4 материал выходит через фильеру 1.
При прессовании заготовка кладется холодной, начинается сдавливание – из фильеры «выскакивает» раскаленный профиль.
Этим методом получают любые профили из цветных металлов и высоколегированных сталей.
При этом многие материалы могут быстро окисляться.
Научно прессование – экструзия.
3.Волочение – при движении заготовки 2 через фильеру 1 ее размер уменьшается. Изготовляют провода.
Холодная листовая штамповка
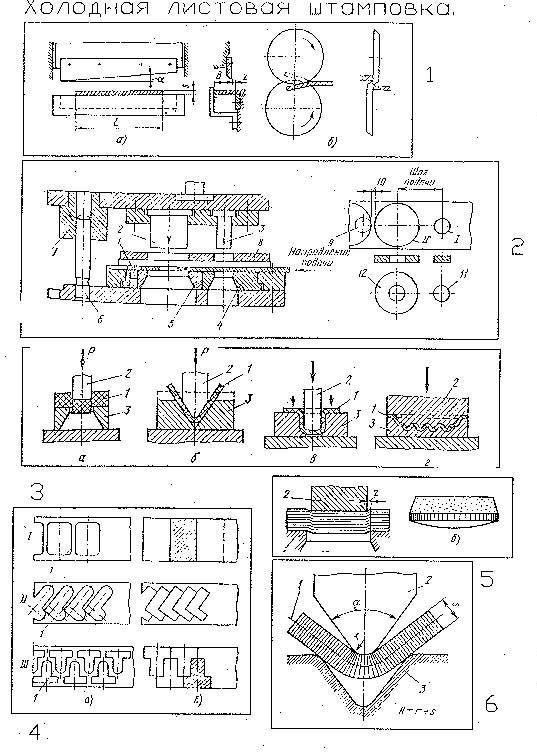
Технологический процесс получения изделия путем деформации листовой заготовки. (20 в)
+ 1.Позволяет создавать легкие, прочные, жесткие изделия
2.Малый расход материала
3.Высокая производительность
4.Низкая себестоимость
5.Легкая автоматизация
- Штамп дорогой
В мелкосерийном и индивидуальном производстве - за счет применения поэлементной штамповки на прессах с ЧПУ.
Переходы:
1.Разделительные – от листового материала отделяют некоторые части
2.Формообразующие – из плоскости заготовки делают объемную деталь
1.1 Резка – отделение части заготовки по незамкнутой линии (ножницы)
Для разделения прочного материала используются гильотинные ножницы, у которых подвижное лезвие наклонено.
1.2  Вырубка
– отделение изделия от листа по замкнутой траектории. Отделенная часть -
изделие
Вырубка
– отделение изделия от листа по замкнутой траектории. Отделенная часть -
изделие
![]()
![]() изделие
изделие
![]() заготовка
заготовка
1.3 Пробивка – отделение от заготовки части по замкнутой линии. Отделенная часть – отход
На рис.2 – штамп состоит из 2 элементов – пуансон, матрица
![]()
![]() Отдельные элементы штампа:
Отдельные элементы штампа:
![]()
![]()
![]()
![]()
![]() Заготовка в виде ленты подается в направлении стрелки. Положение ленты в продольном направлении выполняет упор 1. Смыкание с матрицей 4,5
Заготовка в виде ленты подается в направлении стрелки. Положение ленты в продольном направлении выполняет упор 1. Смыкание с матрицей 4,5
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.