5) газопроводная
Форма заполняется:
а) Свободно – под действием сил тяжести б) Под давлением – более качественно, но повышаются требования к форме,
- возможно центробежное литье – металл заливается во вращающуюся форму
Литейные материалы
Свойства:
1. Температура плавления низкая (легко плавятся цинк, олово, свинец)
2. Минимальная усадка (зависит от температурной деформации, происходящей при переходе вещества из жидкого состояния в твердое)
3. Жидкотекучесть-вязкость (способность заполнять форму полностью)
4. Газопоглощение (вакуумирование, дегазирование)
5. Склонность к ликвации (неоднородности)
Материалы:
- Чугуны - основной черный металл для отливок, tпл = 800⁰
- Алюминиевые литейные сплавы – применяются при ограничениях по весу, tпл =600⁰
- Медные сплавы
- Цинковые сплавы – ЦАМ-4-3 - tпл =400⁰ , заменитель стали
- Сталь - tпл =1300-1500⁰
Литье в пещано-глинистые формы (из кварц. песка):
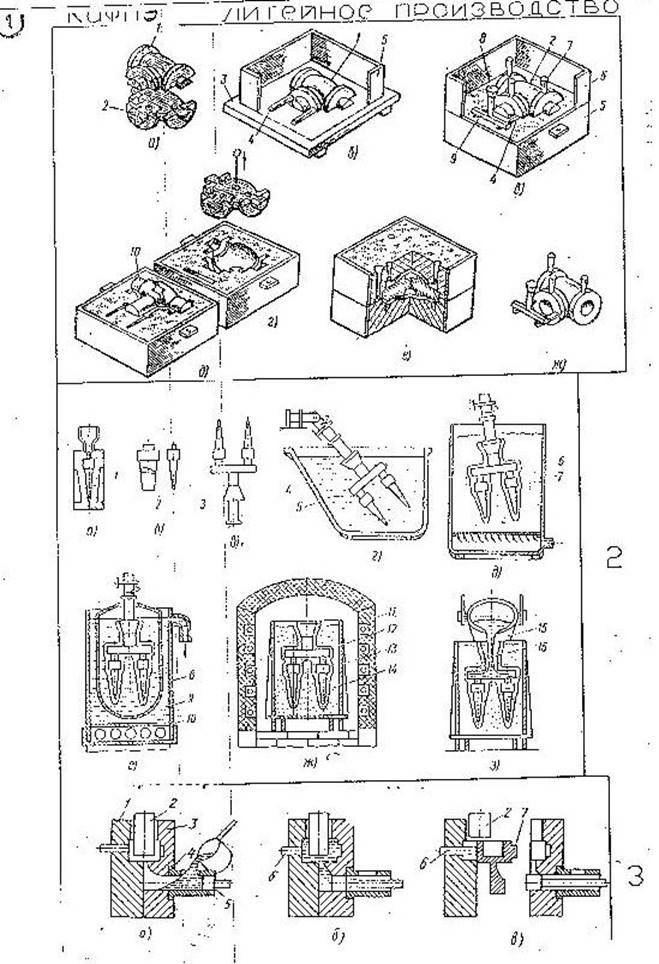
а) Модель, соответствующая наружным контурам детали
Из сухой древесины, с учетом усадки металла
Форму красят для ненабухания, она выдерживает несколько сотен отливок
В серийном производстве – металлические модели (из алюминия)
Модель разъемная б) Изготовление нижней полуформы – на чугунную плиту 3 устанавливается опока (ящик без дна) 5 и фиксируется. Заполняется формовочной смесью и уплотняется слоями – ручная, для механизированного уплотнения – специальный стол..
в) Нижняя полуформа переворачивается, устанавливается вторая половина модели 2
Элементы летниковой системы для подводорасплавл. металла – стояк8, шлакоуловитель 9
![]()
![]()
![]()
![]()
![]()
![]()
Устанавливается вверх опока 6, заполняется смесью и уплотняется г) Форма разбирается, вынимается модель, устанавливаются стержни – элементы, формирующие внутренние полости отливки. Изготавливаются из формовочной смеси в специальных формах – стержневых ящиках д) Форма собирается и заливается металлом. После охлаждения форма разбивается на решетке
Отливку зачищают, удаляют летники
+ - простота, универсальность
- - высокая трудоемкость
1. Литье. Псевдоожиженные смеси
2. Корковое литье – формирующая смесь состоит из песка и термореактивной смолы (бакилитов. крошка)
 Смола разжижается и твердеет, выключают
температуру,
Смола разжижается и твердеет, выключают
температуру,
![]()
![]()
![]()
![]() Получается корочка 5-10мм. Снимают, укладывают в ящик.
Получается корочка 5-10мм. Снимают, укладывают в ящик.
![]()
![]() t Засыпают чугунной
дробью
t Засыпают чугунной
дробью

![]()
![]() t
t
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Механизированный
Механизированный
Недостатки – при заливке металлы горят
Для изготовления точных деталей используется метод литья по выплавляемым моделям. Форму не надо разбирать для извлечения, она изготовлена из легкоплавкого материала – парафина а) Модель из легкоплавких материалов – парафин со стеарином отливается в форме из пластмассы, гипса б) модели объединяют на общем летнике
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() елочка летник в) елочку погружают в специальный
кипящий состав
елочка летник в) елочку погружают в специальный
кипящий состав
 г)
модель с пленкой клея опускают в контейнер с псевдоожиженным кварцевым песком
. Если повторить – корка необходимой формы.
г)
модель с пленкой клея опускают в контейнер с псевдоожиженным кварцевым песком
. Если повторить – корка необходимой формы.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Воздух д) После образования корки елочка помещается в емкость с горячей водой. Всплывший парафин собирается и используется снова е) Форма устанавливается в контейнер и засыпается чугунной дробью, прогревается в тысячеградусной температуре, корка превращается в керамику ж) Заливка металла в горячую форму
Литье под давлением
Для мелких деталей из легкоплавких материалов (алюминий, реже медь)
Жидкий металл поршнем 5 вдавливается в полость пресс-формы. После отвердевания пресс-форма размыкается и деталь 7 извлекается наружу
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.