![]()
где Ср = 140; q = 1; x = 1,2; y = 0,65; Kp = 1 [ ] стр. 282 табл. 34.
![]() Н.
Н.
На остальные переходы сила резания рассчитывается аналогично, данные расчетов занесем в таблицу 8.3
Крутящий момент для перехода 4
![]() ,
, ![]()
где См = 0,106; q = 1; x = 0,9; y = 0,8; Kp = 1 [ ] стр. 282.
![]()
![]()
Мощность затрачиваемая на резание
 кВт.
кВт.
Мощность значительно меньше мощности станка.
Определяем машинное время:
 (мин),
(мин),
![]() ,
,
где ![]() -величина врезания,
-величина врезания, ![]() =6 мм;
=6 мм;
![]() -
величина перебега
-
величина перебега ![]() =2
мм.
=2
мм.
 мин.
мин.
Режимы резания на остальные переходы рассчитывались аналогично, их данные занесены в таблицу 8.3
Суммарное основное время:
![]() мин.
мин.
Таблица 8.3
|
№ перехода |
t, мм |
S, об/мин |
V, м/мин |
n, мин-1 |
l, мм |
To, Мин |
|
1 |
0,4 |
0,165 |
160 |
250 |
33 |
0,95 |
|
2 |
0,4 |
0,165 |
160 |
250 |
22 |
0,67 |
|
3 |
0,4 |
0,165 |
160 |
1000 |
28 |
0,19 |
|
4 |
0,4 |
0,45 |
47,7 |
1000 |
22 |
0,06 |
|
5 |
0,12 |
0,8 |
2,9 |
80 |
22 |
0,46 |
|
6 |
0,03 |
0,49 |
48 |
100 |
22 |
0,61 |
Рассчитаем режимы резания на операцию 035 Сверлильная с ЧПУ.
Обработка детали ведется на сверлильном станке с ЧПУ модели 2Р135Ф2-1. Станок имеет следующие паспортные данные:
- наибольший диаметр сверления - 5 мм;
- размеры рабочей поверхности стола - 400*710 мм;
- вылет шпинделя - 450 мм;
- конус отверстия шпинделя - 4;
- число скоростей шпинделя – 12;
- частота вращения шпинделя – 45-2000 мин-1 ;
- число подач – 18;
- мощность электродвигателя привода главного движения – 3,7 кВт.
Содержание операций по переходам:
1) сверлить два отверстия Ø16,3 под зенкерование Ø18Н11 на проход;
2) зенкеровать 2 отверстия Ø18Н11 на проход;
3) сверлить 4 отверстия Ø20+0,4 на проход;
4) сверлить 6 отверстий Ø5,1 на глубину 12+0,03 мм под резьбу;
5) нарезать резьбу 6 отверстий М6-7Н на глубину 10 мм.
Выбираем режущий инструмент.
Переход 1. Сверло спиральное диаметром 16,3 мм. Материал – быстрорежущая сталь Р6М5, угол 2j=118°, углы a=12°, g=45°. Нормальная с подточкой кромки и ленточки НПЛ. Стойкость инструмента Т=20 мин [ ] стр. 279 табл. 30.
Переход 2. Зенкер с коническим хвостовиком ГОСТ 12489-71 Ø18Н11. Материал режущей части – Р6М5. Геометрические параметры: j=60°, g=3°, a=12°, j1=20°, w=15°, f=0,5 мм. Стойкость инструмента Т=30 [ ] стр.279 .
Переход 3. Сверло спиральное диаметром 10 мм. Материал – быстрорежущая сталь Р6М5, угол 2j=118°, углы a=12°, g=45°. Нормальная подточка. Стойкость инструмента Т=15 мин [ ] стр. 279 табл. 30.
Переход 4. Сверло ступенчатое спиральное для снятия фаски и сверления под резьбу диаметром 5,1 мм. Материал – быстрорежущая сталь Р6М5, угол 2j=118°, углы a=12°, g=45°. Нормальная подточка. Стойкость инструмента Т=8 мин [ ] стр. 279 табл. 30.
Переход 5. Метчик машинный М6-7Н. Материал – быстрорежущая сталь Р6М5, угол j=45°, g=10°, a=4°. Стойкость инструмента Т=90 мин [ ] стр. 222 табл. 136.
Определяем глубину резания по переходам:
Переход 1. t1 = 0,5 D = 0,5*16,3 = 8,15 мм;
Переход 2. t2 = 0,5(D-d) = 0,5(18-16,3) = 0,85 мм;
Переход 3. t3 = 0,5 D = 0,5*10 = 5 мм;
Переход 4. t4 = 0,5 D = 0,5*5,1 =2,55 мм;
Переход 5. t5 = 0,45 мм (высота резьбового профиля).
Выбираем величину подач по переходам:
Переход 1. S1=0,45 мм/об [ ] стр. 277 табл. 25;
Переход 2. S2=0,65 мм/об [ ] стр. 278 табл. 26;
Переход 3. S3=0,3 мм/об [ ] стр. 277 табл. 25;
Переход 4. S4=0,15 мм/об [ ] стр. 277 табл. 25;
Переход 5. Метчик работает с самоподачей.
Поправочные коэффициенты: поправочный коэффициент на недостаточную жесткость системы СПИД: КЖS1=0,75, KЖS2=0,75, KЖS4=0,75 [ ] стр. 277 табл. 25. Поправочный коэффициент для достижения более высокого качества отверстия: Kos1= 0,5, Kos2= 0,7, Kos4=0,5 [ ] стр. 277 табл.25, 26.
Подача с учетом коэффициентов:
Переход 1. S1=0,45*0,75*0,5 = 0,17 мм/об;
Переход 2. S2=0,65*0,7 = 0,45 мм/об;
Переход 3. S2=0,3*0,75 = 0,23 мм/об;
Переход 4. S1=0,15*0,75*0,5 = 0,07 мм/об;
Скорость резания определяем по переходам.
Для сверления (переход 1, 3, 4)
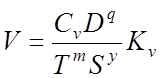
где коэффициенты Cv =3,5, q=0,5, y=0,45, m=0,12 [ ] стр. 279 табл. 29;
Kv – поправочный коэффициент.
![]()
![]()
где Kmv – коэффициент обрабатываемого материала;
Kiv - коэффициент инструментального материала;
Klv – коэффициент глубины сверления.
По таблицам 3, 6, 31 [ ] определяю Kmv=1; Kiv=0,3, Klv=1,0.
![]()
Переход 1. 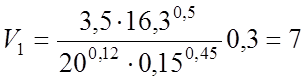 м/мин;
м/мин;
Переход 3. 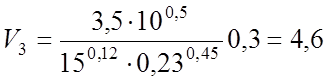 м/мин;
м/мин;
Переход 4. 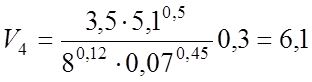 м/мин;
м/мин;
Для зенкерования
Переход 2. 
где, коэффициенты Cv =16,3, q=0,3, х=0,2, y=0,5, m=0,3 [ ] стр. 278 табл. 28;
Kv – поправочный коэффициент, Kv =0,3.
 м/мин.
м/мин.
Для нарезания резьбы
Переход 5.
где, коэффициенты Cv =64,8, q=1,2, y=0,5, m=0,9 [ ] стр. 279 табл. 29;
Kv – поправочный коэффициент.
![]()
![]()
где Kmv – коэффициент обрабатываемого материала;
Kiv - коэффициент инструментального материала;
Klv – коэффициент глубины сверления.
По таблицам 3, 6, 31 [ ] стр. табл. 50 определяю Kmv=0,8; Kiv=1, Klv=0,8.
![]()
 м/мин.
м/мин.
Частота вращения шпинделя по переходам:
 (мин-1)
(мин-1)
Переход 1.  мин-1
мин-1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.