ица 7.5.1 – Этапы технологического процесса механической обработки детали шток-поршень |
Поверхности детали шток-поршень |
P |
+ |
+ |
+ |
|||||||||||
|
T |
+ |
|||||||||||||||
|
O |
+ |
|||||||||||||||
|
L |
+ |
|||||||||||||||
|
M |
+ |
|||||||||||||||
|
N |
+ |
+ |
+ |
|||||||||||||
|
K |
+ |
+ |
||||||||||||||
|
I |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||
|
H |
+ |
+ |
||||||||||||||
|
G |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||
|
F |
+ |
+ |
||||||||||||||
|
E |
+ |
+ |
||||||||||||||
|
D |
+ |
|||||||||||||||
|
C |
+ |
+ |
+ |
+ |
||||||||||||
|
B |
+ |
|||||||||||||||
|
A |
+ |
+ |
+ |
+ |
||||||||||||
|
Наименование операции |
Заготовительная |
Токарно-винторезная |
Токарно-винторезная |
Токарная с ЧПУ |
Термическая |
Токарная с ЧПУ |
Вертикально-фрезерная |
Горизонтально-расточная |
Токарная с ЧПУ |
Резьбонакатная |
Круглошлифовальная |
Термическая |
Круглошлифовальная |
Полировальная |
||
|
Характеристика этапа |
Получение исходной заготовки |
Получение размеров заготовки в пределах 11-13 кв. точности, Ra >= 3.2 мкм |
Стабилизирующий отпуск |
Точность 9-10 кв. |
Точность 6-8 кв., Ra>=0.4 мкм |
Азотация |
Точность 5-6 кв., Ra >= 0.1-0.2 мкм |
|||||||||
|
Наименование этапа |
Заготовительный |
Получистовой 1-й |
Термический 2-й |
Получистовой 2-й |
Чистовой 1-й |
Термический 4-й |
Чистовой 3-й |
|||||||||
|
№ |
Э1 |
Э4 |
Э5 |
Э6 |
Э8 |
Э9 |
Э11 |
|||||||||
8 Разработка операционной технологии
8.1 Разработка структуры операции
Операция 015 Токарно – винторезная
Установ А
Переход 1. Подрезать торец Æ39(-1,1+2,1) мм в размер 1148 (-1,9+3,7) мм
Переход 2. Центрировать отверстие Æ8 мм
Переход 3. Нарезать резьбу метчиком М8х1,25
Установ Б
Переход 1. Подрезать торец Æ84(-1,2+2,4) мм в размер 1138 (-1,05) мм
Переход 2. Центрировать отверстие Æ10 мм
8.2 Размерный анализ технологического процесса
Исходные данные:
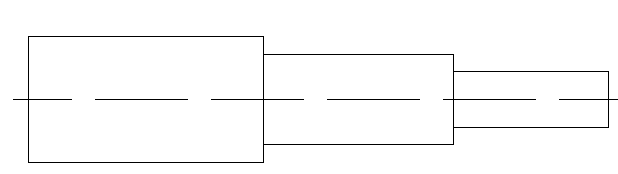
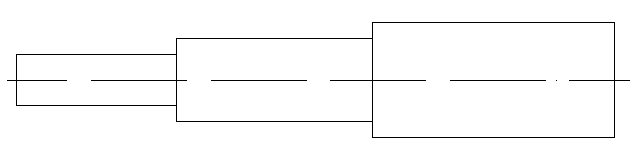
Наименование детали – шток-поршень
Заготовка – штамповка на молотах
Класс точности – Т4
Материал – 38Х2МЮА ГОСТ 4543-71
Точность поверхности – IT9
Шероховатость поверхности – Ra = 3,2 мкм
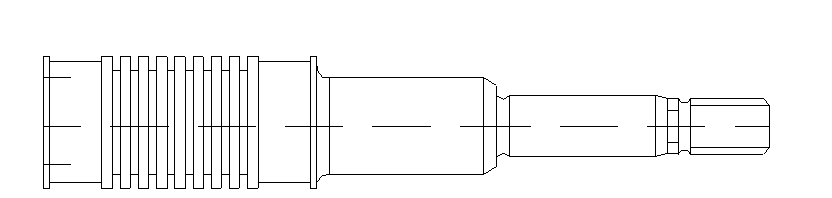
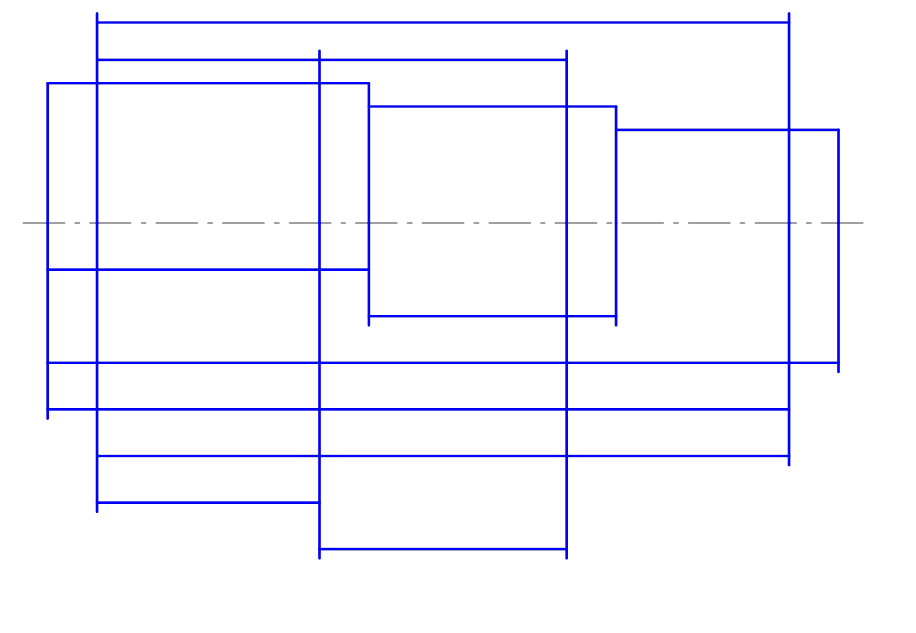
Таблица 8.2.1 – Расчет допусков на технологические размеры
|
Индекс размера |
Способы обработки |
Точность размеров заготовки |
Шерохо-ватость, Ra, мкм |
Величина размера, мм |
Величина допуска, мм |
Доминирующая погрешность, мм |
Расчетный допуск, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
A0.1 |
Поковка на молотах |
Т4; М2; С2; И.И.16, Мп=26,2 кг |
25 (12.5) |
св. 240 |
4.5 (-1.5+3.0) |
- |
4.5 |
|
A0.2 |
Поковка на молотах |
Т4; М2; С2; И.И.16, Мп=26,2 кг |
25 (12.5) |
св. 477 |
5.6 (-1.9+3.7) |
- |
5.6 |
|
A0.3 |
Поковка на молотах |
Т4; М2; С2; И.И.16, Мп=26,2 кг |
25 (12.5) |
св. 1138 |
7.1 (-2.4+4.7) |
- |
7.1 |
|
A1.1 |
Подрезка торца (однократная) |
h12 |
3.2 |
до 1138 |
- 1.05 |
0.57 |
- 1.62 |
|
A1.2 |
Подрезка торца (однократная) |
h12 |
3.2 |
до 1138 |
- 1.05 |
- |
- 1.05 |
|
A2.1 |
Однократное точение |
h12 |
3.2 |
до 210 |
- 0.46 |
- |
- 0.46 |
|
A2.2 |
Однократное точение |
h12 |
3.2 |
до 477 |
- 0.63 |
- |
- 0.63 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.