Pz – главная составляющая силы резания, H;
V – скорость резания, м/с;
Qc – температура стружки;
Qd – температура детали;
Qu – температура в инструменте;
Qok – температура в окружающей среде.
Величины температур определяют аналитически.
Решение специальных задач механических процессов резания привело к получению следующих аналитических выражений:
· для длины контакта на передней поверхности инструмента:
L=
· для высоты упругопластически получаемого слоя скругленной режущей кромки инструмента:
· для высоты упругоподнимающегося поверхностного слоя:
· для расчета Pz:

 ;
;
![]() ;
;
 -
безразмерные комплексы,
-
безразмерные комплексы,
l0 и l – длины пластической и общего контактов на передней поверхности
M, b1 – угол наклона условной плоскости сдвига, град;
b – параметр рабочих участков, м;
S и t – подача и глубина резания, м;
gp – сопротивления обрабатываемого материала пластическим деформациям, м/м2;
h3 – фаска износа на задней поверхности, м;
g - угол наклона главной режущей кромки, град;
j - угол главный в плане.
Параметр В, характеризующий влияние степени пластических деформаций, определяются выражением:
 ,
где [7]
,
где [7]
численные значения m, n, k выбирают из таблицы в зависимости от критерия Пекле Pe и обрабатываемого материала с учетом выражения [7] механические параметры аналитически определяются по величинам известным до опыта.
|
Обрабатываемый материал |
Pe |
m |
n |
k |
|
Углеродистые, инструментальные и корозионно- стойкие стали |
<= 40 |
0,65 |
0,29 |
0,25 |
|
> 40 |
2,76 |
0,10 |
||
|
Жаропрочные стали и сплавы |
<= 45 |
1,65 |
0,19 |
0,306 |
|
> 45 |
8 |
0,225 |
||
|
Титановые сплавы |
<= 45 |
1,8 |
0,25 |
0,306 |
|
> 45 |
6,1 |
-0,07 |
||
|
Цветные сплавы |
<= 80 |
0,77 |
0,27 |
0,56 |
|
> 80 |
6,83 |
-0,23 |
Использование принципа постоянства оптимальной температуры резания Qо для данной пары инструментальный материал и обрабатываемость позволило получить из уравнения единое выражение для оптимальной скорости резания при различных видах механической обработки
 ,
где
,
где
k1k2k3 – аналитические функциональные коэффициенты, учитывающие, соответственно, влияние механических и тепло-физических свойств обрабатываемого материалов, геометрических параметров среза, заготовки и инструмента;
k4k5 – обобщенные табличные коэффициенты, учитывающие влияние СОТС и износостойких покрытий.
В современных производствах для оптимизации операций механической обработки наиболее распространенными являются критерии оптимизации по максимальной радиальной стойкости инструмента (Vо, hо, pо, Tp.o.), минимальной технологической стоимостью (Vэ, Tэ) и максимальной производительности (Vn, Tn). Формулы для определения параметров обрабатыва6емости V0, h0, p0, Tp.o. приведены в работах [6, 7, 8]. Для параметров оптимизации по минимальной себестоимости и максимальной производительности получены следующие уравнения, выраженные через параметры оптимального резания:
Экономическая скорость
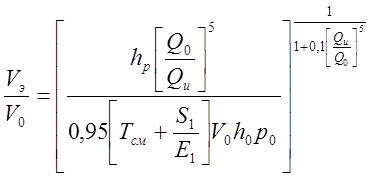 ;
;
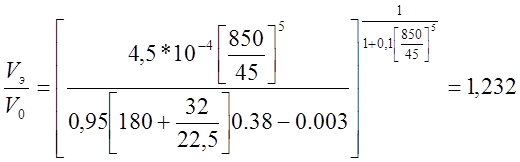
Vэ = V0 * 01,52 = 0,38 * 1,232 = 0,46 м/с
Экономическая стойкость
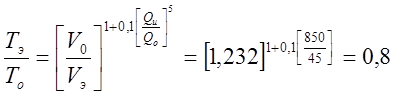
Tэ = To * 0,8 = 50 * 0,8 = 40 мин
Скорость максимальной производительности
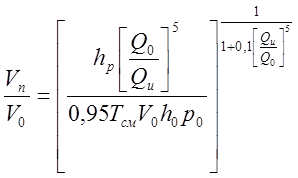
Vn = V0 * 1,37 = 0,5606 м/с
Стойкость максимальной производительности
 ;
Tn = T0 * 1,38 = 50 * 0,68 = 38 мин, где
;
Tn = T0 * 1,38 = 50 * 0,68 = 38 мин, где
hp = 0,15dT – допустимый по точности обработки радиальный износ инструмента, м;
dT – технологический допуск, м; аналитическая связь между hu и hЗ приведена в работе [8];
Tсм – время, необходимое не смену инструмента и его подналадку за период стойкости, с;
Е1 – зарплата рабочего с начислениями и стоимостью эксплуатации станка за ед. времени;
S1 – стоимость эксплуатации инструмента за период стойкости.
Соотношение между параметрами трех критериев оптимизации представлено на рис. 12. При научно-обоснованном нормировании операции механической обработки каждый из отмеченных выше критериев оптимизации должен применятся при условии гарантированного осуществления, качественно определяющего выпуск деталей в соответствии с требованиями рабочих чертежей.
Конструирование и расчет режущего инструмента
Для конструирования выбираю проходной резец с механическим креплением твердосплавной пластины, применяемый на токарной операции.
Исходные данные для расчета:
V = 113 м/мин, S = 0,7 мм/об, L = 5 мин, j = 95о, материал – сталь 38Х2МЮА.
Для определения оптимальных размеров сечения державки резца, из условия ее прочности, необходимо приравнять действующий изгибающий момент допускаемому сечению, т.е.
Мизг = М’изг
Мизг = Pz*l, где
Pz – сила резания, Н;
l – вылет резца, мм, принимаем 1,5Н. Мизг = du * W, где
du – допускаемое напряжение на изгиб для корпуса из конструкционной стали, принимаем 100Мпа;
W – момент сопротивления державки резца, мм2 W = BH2 / 6, где
B и H – соответственно ширина и высота державки в опасном сечении, мм.
На основании изложенного: Pz * l = (B*H2/6) * du
Для квадратного сечения державки B = H, тогда Pz * 1,5H = H3 * du / 6
Находим силу резания при черновом точении, она равна
Рz = 10 * Cpz * tzX * SzY * Vn * Kpz, где
x,y,n – показатели степени;
d - постоянная, находим из таблиц [1];
Kpz – поправочный коэффициент
Kpz = KMP * KjP * KnP * KlP * KP
KMP = (GB / 750)n = 0,75, Cpz = 300, x = 1, y = 0,75, n = - 0,15
Pz = 10 * 300 * 51 * 0,70,75 * 113-0,15 * 0,75 = 4263 H
Подставляем известные значения величин в формулу для определения H.
Принимаем H = 25 мм.
Т.к. для квадратного сечения H = B, то получаем сечение державки резца 25х25. При дальнейшем конструировании принимаем “SANDVIC CARAVAN”.
Используемый в процессе механической обработки проходной резец с механическим креплением твердосплавной пластины ВК8 имеет ряд преимуществ:
· не требует пайки и переточки;
· исключает появление микротрещин;
· создает благоприятные предпосылки для использования стандартных узлов и элементов.
Способ крепления твердосплавной пластины – Г – образный прихват.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.