3. Объекты и средства исследования
Объектами исследования являются РТК сборки узлов систем автоматического управления и макет конкретного изделия - электропневмораспределителя, подлежащего роботизированной сборке.
4. Программа работы
4.1. Просмотреть повторно лабораторные работы № 1, 2 и ознакомиться с изделием - сборочной единицей 9М.117.01.02.020. На рис. 1 показаны компоненты, входящие в ее состав и подаваемые на РТК для сборки. Схема технологического процесса сборки приведена на рис. 2.
4.2. Расположить компоненты собираемого изделия в блоках кассет таким образом, чтобы их подача на позицию сборки производилась поочередно двумя ПР. 0дна из возможных схем расположения показана на рис. 3.
4.3. Изобразить циклограмму работы РТК.
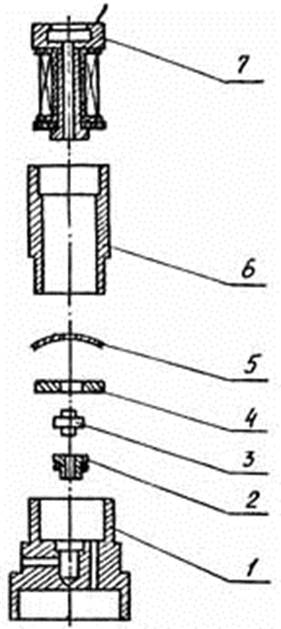
Рисунок 1 - Сборочный состав электропневмораспределителя 9М117.01.02.020: 1 - основание; 2 - седло; 3 - якорь; 4 -упор; 5 - пружина; 6 - корпус; 7 – катушка
Рисунок 2 - Схема технологического процесса сборки электропневмораспределителя
Рисунок 3 - Принятый вариант расположения сборочных компонентов электропневмораспределителя на загрузочных позициях РТК:
1 - основание; 2 - седло; 3 -якорь; 4 - упор; 5 - пружина; 6 - корпус; 7 - катушка; 8 - собранное изделие
Для сокращения продолжительности цикла сборки следует, по возможности, предусматривать параллельную работу устройств РТК, но при условии, что это не вызовет столкновения манипуляторов или иных аварийных ситуаций.
Положение и состояние устройств РТК по окончании цикла должна соответствовать исходному.
4.4. Оформить отчет. В отчет заносятся: схема загрузочных позиций РТК, полная циклограмма работы РТК по образцу рис. 4.
Рисунок 4 - Начальный участок циклограммы работы РТК при сборке электропневмораспределителя.
5. Контрольные вопросы
5.1. Что такое циклограмма работы РТК и с какой целью она строится?
5.2. Какая исходная информация необходима для построения циклограммы?
5.3. Как можно сократить детальность цикла сборки?
5.4. Быстродействие каких механизмов РТК следует увеличить для повышения производительности сборки?
1. Цель и задачи работы
Цель изучить назначение, состав и конструкцию ГПМ РТК-1101.
Задачи работы:
- изучить конструкцию механизмов ГШ;
- ознакомиться с работой манипулятора и магазинного загрузочного устройства ГПМ.
2. Теоретические сведения
2.1. Назначение
Гибкий производственный модуль РТК-1101 предназначен для одно-, двух- и трехоперационной штамповки по групповой технологии мелких и средних деталей на разделительных, гибочных, формовочных и других операциях из штучных плоских заготовок. Применяется для условий серийного производства со сменой объектов штамповки.
2.2. Технические данные
Производительность, циклов/ч, не менее........................................... 1000
Модели прессов, которые могут быть включены в состав ГПМ……………………………….………………..К2130, КД2128,
КД2126, Д2124
Количество деталей, штампуемых одновременно....................................1
Количество операций, выполняемых на ГПМ за один ход пресса....................................................................1,2,3
Давление в сети сжатого воздуха, МПа........................................... 0,4 -0,6
Расход сжатого воздуха, м3/ч ....................................................................10
Электрическая мощность, кВ.А , не более..............................................0,7
Напряжение источника энергии сети трехфазного тока,
В………………………..........................![]()
Режим работы............................................................................наладочный, шаговый, автоматический
Габаритные размеры, мм, не более в плане.......................................................................................2700x2000
высота ................................................................................................ 3000
Масса, кг, не более..............................................................................800
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.