6.2.11. Производить сварку соединений со стороны подготовки кромок тепловой строжкой следует только после приемки их службой технического контроля. Методы контроля и правила приемки должны соответствовать требованиям ОСТ5.9652 с учетом требований п.п. 6.2.9; 6.2.10 настоящих «ОТТ».
6.2.12. После тепловой строжки на стыковых соединениях разностенность должна контролироваться в сомнительных местах.
В местах, где разностенность превышает допустимую, необходимо произвести роспуск, исправить разностенность, а затем, после сварки шва по всей длине со стороны подварной фаски, произвести сварку этих участков.
Работы выполнять согласно указаниям КИЦА 53-52-2005, 086-53-41-176.
6.2.13. При вварке листов, пластин, заплат и т.п . в « жесткий контур» должны быть приняты технологические меры, снижающие напряжения от сварки.
«Жестким контуром» считается замкнутый по периметру вырез, один из размеров которого меньше 60S (S – толщина листа) в данном месте, в сложных конструкциях контур может считаться жестким и при больших соотношениях размеров выреза. Для ввариваемых полых элементов (стаканов или труб) отношение наружного диаметра этого элемента и его толщине не должно превосходить 6.
Вварку конструкций в «жесткий контур» с целью предотвращения трещин в сварных соединениях необходимо начинать с вогнутой стороны или со стороны большей глубины раскрытия разделки.
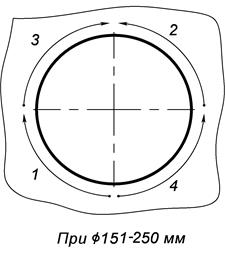
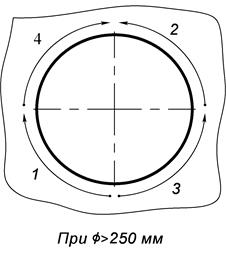
Вварку заделок и деталей насыщения в жесткий контур следует производить участками (рис. 1), длина которых должна примерно равняться 500 мм. При этом наплавку валика каждого последующего участка следует начинать после остывания начала валика предыдущего участка до температуры 150…200ºС.
Примечания:
1. Сварку с обратной стороны следует производить «напроход» после удаления корня шва.
2. При толщине обшивки S≥12мм следует проколачивать все проходы, кроме первого и последнего, с каждой стороны.
Если свариваемая деталь установлена со смещением в плоскости обшивки, допускается заполнять разделку полностью с одной стороны (полуокружность) без проколачивания. Сварку оставшейся части необходимо производить после остывания заваренной части с проколачиванием каждого прохода, кроме первого и последнего.
3. Если на ввариваемые детали должны привариваться ребра жесткости, последние необходимо устанавливать и приваривать (симметрично в обе стороны , начиная с середины) после вварки самой детали.
6.2.14. При установке узлов и деталей россыпи в корпусные конструкции необходимо узлы и детали, пересекающие сварные швы других деталей и узлов россыпи и не имеющие шпигатов под сварные швы, устанавливать только после окончательной сварки этих швов.
6.2.15. При наличии в конструкции стыковых и тавровых соединений в первую очередь следует сваривать стыковые соединения.
6.2.16. Кромки книц и профилей (в том числе на голубницах) должны быть обварены по торцу тем же швом, которым приваривается данный набор.
6.2.17.В процессе выполнения сварки производственный мастер обязан периодически в течение смены проверять правильность и пригодность сварочных материалов, режимов сварки, порядок выполнения шва, а также требования настоящего документа, технологического процесса и ОСТ5Р.1093.
а.
 |
б.
а – для случая сварки на горизонтальной плоскости;
б – для случая сварки на вертикальной плоскости;
→ – направление сварки;
1, 2, 3… – очередность сварки каждого прохода;
I, II, III, IV – участки соединений, свариваемые на полное сечение в порядке их нумерации.
Рис. 1 Схема вварки заделок в жесткий контур
6.2.18. Заделки вырезов для прохода неразрезанного набора, устанавливаемые встык с перекрестным набором, следует приваривать сначала к перекрестному набору с двух сторон, затем к обшивке с двух сторон, после чего – к неразрезному набору (рис. 2). Если предусмотрена установка заделок в районе голубниц, то приварку заделок следует выполнять в последнюю очередь одновременно с заваркой недоваренных участков обшивки с набором.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.