Микроподачей стойки установить стрелку по шкале прибора на - 120мкм.
Установить под измерительный наконечник прибора концевую меру с размером : “а” – (+0,12 мм).
Поворачивая эксцентриковый контакт в рычаге произвести регулировку показаний прибора.
6. Проверить погрешность показаний головки в точках шкалы ± 0,12 мм от нулевой точки шкалы. При необходимости повторить переходы 3,4.
Допустимая остаточная разноплечесть не должна превышать 1/3 деления.
Допустимая погрешность при этом не должна превышать 0,0008 мм.
Вариация показаний не должна превышать 0,0004 мм.
7. Снять прибор со стойки, одеть струбцину. Проверить «отсечку» прибора в 2-3 точках шкалы при горизонтальном положении прибора.
Допустимая величина «отсечки» при первом арретировании ¼ деления. При последующем арретировании смещение стрелки происходить не должно.
Снять струбцину. Снять регулировочную шкалу и стрелку. Установить шкалу прибора. Надеть стрелку. Проверить показания прибора в соответствии с переходами.
8. Установить винт, ограничивающий ход шпинделя так, чтобы стрелка вне шкалы слева не доходила 2-3 деления до + 62 деления при вывернутом винте механизма установки на ноль.
В крайнее правое положение стрелка должна переходить на 2-3 деления за + 62 деления шкалы при ввернутом винте механизма установки на ноль.
5. ОПРЕДЕЛЕНИЕ СИСТЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ
РЫЧАЖНО-ЗУБЧАТОЙ ГОЛОВКИ.
Проектирование точных приборов и преобразователей базируется на проведении расчетов систематических погрешностей элементарных передач измерительного механизма для заданных диапазонов измерений. Для снижения систематической погрешности проектируемой рычажно-зубчатой головки предусматривается использование в конструкции её измерительного механизма специальных компенсаторов.
Измерительный механизм рычажно-зубчатой головки осуществляет требуемую зависимость между положениями ведущего и ведомого звеньев, которая называется функцией положения механизма.
В общем виде функция положения имеет вид:
φ = φ( x, q1 .... qn);
где х – значение измеряемой величины, приведенное к ведущему звену;
q1 .... qn - размерные параметры звеньев рычажного механизма.
Функция предписываемого положения рычажного механизма
φо = φо( х , Аi);
где Аi – параметры, характеризующие теоретическую функцию положения.
Систематической погрешностью Δφ рычажного механизма называют разность между функцией положения и предписываемой функцией рычажного механизма
Δφ = φ ( x, q1 .... qn) - φо( х , Аi)
Систематическую погрешность механизма рычажно-зубчатых головок задают как часть предела основной допускаемой погрешности. В зависимости от величины допускаемой систематической погрешности производится выбор определенного вида рычажного механизма и расчёт его погрешности.
Иными словами, задача точностного анализа и синтеза включает выбор схемы механизма и таких параметров его звеньев, которые позволили бы получить требуемую величину систематической погрешности.
В качестве рычажного измерительного механизма проектируемой головки применим двухрычажный синусно-кулисный механизм со встречным расположением рычага и кулисы.
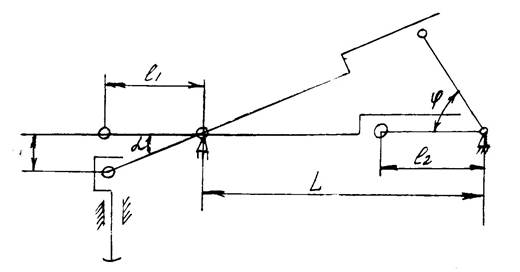
Рис. Схема синусно-кулисного механизма
На входе измерительного рычажного механизма используется синусный механизм.
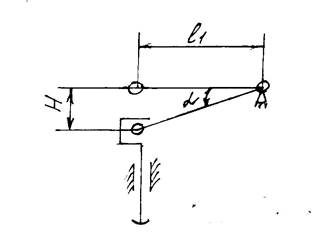
Рис. Схема синусного механизма
На входе схемы может также устанавливаться тангенсный механизм. Однако, влияние перекосов в поступательной паре и во вращательной паре проявляется в синусном механизме значительно слабее.
Функция положения синусного механизма φs =Н записывается в виде
φs = l1 sinα
тогда заданная зависимость входного и выходного перемещений
Но = φsо = l1α
Синусный механизм работает по симметричной схеме отклонений от нулевого положения.
Систематическую погрешность синусного механизма представим выражением :
Δφs = l1 sinα - l1 α
Разложим выражение систематической погрешности в ряд Тейлора, ограничив разложение многочленом третьей степени:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.