|
Номер опера- ции |
Наименование и содержание операции |
Схема базирования |
Применяемое оборудование |
|
1 |
2 |
3 |
4 |
|
005 |
Контроль. Контроль материала. |
СЛ-11 |
|
|
010 |
Малярная. Красить наружную и внутреннюю поверхность |
краскопульт |
|
|
015 |
Слесарная |
||
|
020 |
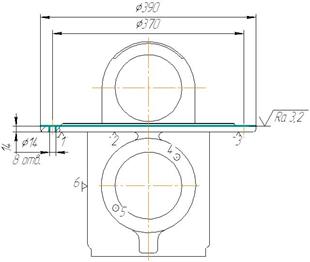
Фрезерно-Сверлильная 1.Фрезеровать фланец Ø 390, выдерживая размер 14,5мм. 2. Фрезеровать фланец Ø 390, выдерживая размер 14мм. 3.Сверлить 8 отверстий Ø14 на проход. |
|
|
|
025 |
Слесарная |
||
|
030 |
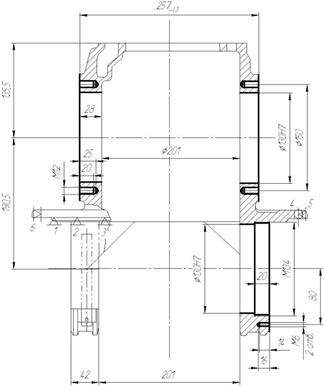
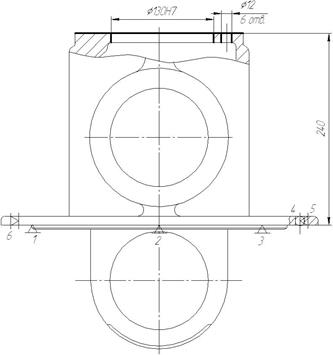
Комплексная с ЧПУ 1. Фрезеровать поверхность Ø166, выдерживая размер129мм на длину 2,5мм. 2. Фрезеровать поверхность Ø166 выдерживая размер128,5мм на длину 0,5мм. Повернуть деталь на 180° 3. Фрезеровать поверхность Ø166 выдерживая размер129мм на длину 2,5мм. 4. Фрезеровать поверхность Ø166 выдерживая размер128,5мм на длину 0,5мм. Повернуть шпиндельную бабку во вторую позицию (вертикально). 5. Фрезеровать поверхность торца Ø211, выдерживая размер135,5±0,1 мм на длину 2,5мм. 6.Фрезеровать поверхность торца Ø211, выдерживая размер135±0,1 мм на длину 0,5мм. 7. Расточить отверстие под подшипник Ø120,23 в размер 128,1 на длину 16, выдерживая размер 135±0,1. 8. Расточить отверстие под подшипник Ø128,1 в размер 129,68 на длину 16, выдерживая размер 135±0,1. 9. Расточить отверстие под подшипник Ø129,68 в размер 130Н7 на длину 16, выдерживая размер 135±0,1. Повернуть шпиндельную бабку в первую позицию (горизонтально). 10. Расточить отверстие под подшипник Ø120,23 в размер 128,1 на длину 260, выдерживая размер 135±0,1. 11. Расточить отверстие под подшипник Ø128,1 в размер 129,68 на длину 260, выдерживая размер 135±0,1. 12. Расточить отверстие под подшипник Ø129,68 в размер 130Н7 на длину 260, выдерживая размер 135±0,1. 13. Расточить отверстие под подшипник Ø120,23 в размер 128,1 на длину 288мм, выдерживая размер 190±0,5. 14. Расточить отверстие под подшипник Ø128,1 в размер 129,68 на длину 288мм, выдерживая размер 190±0,5. 15. Расточить отверстие под подшипник Ø129,68 в размер 130 на длину 288мм, выдерживая размер 190±0,5. 16. Расточить отверстие Ø130 в размер Ø132, на длину 20. Повернуть деталь на 180°. 17. Расточить отверстие Ø130 в размер Ø132, на длину 20. 18.Нарезать резьбу М134х-3Н7 на длину 20 Повернуть деталь на 180°. 19. Нарезать резьбу М134х3-Н7 на длину 20 20. Сверлить отверстие Ø4 на длину 17мм. Повернуть деталь на 180°. 21. Сверлить отверстие Ø4 на длину 17мм 22.Нарезать резьбу М6 на длину 15мм. Повернуть деталь на 180°. 23. Нарезать резьбу М6 на длину 15мм. 24. Сверлить 6отв.Ø10 на длину 25мм. Повернуть деталь на 180°. 25. Сверлить 6отв.Ø10 на длину 25мм. Повернуть шпиндельную бабку во вторую позицию (вертикально) 26. Сверлить 6отв.Ø10 на проход. 27. Нарезать резьбу 6отв. М12х1,5 на проход. Повернуть шпиндельную бабку в первую позицию (горизонтально). 28. Нарезать резьбу 6отв. М12х1,5 на длину 23мм. 29. Нарезать резьбу 6отв. М12х1,5 на длину 23мм. |
|
|
|
035 |
Слесарная |
||
|
040 |
Промывка |
МM5 |
|
|
045 |
Контроль |
КИМ |
|
|
050 |
Упаковывание |
При разработке маршрута для каждой операции выбирается оборудование. На выбор типа оборудования оказывают влияние следующие критерии:
- соответствие размеров рабочей зоны станка габаритным размерам обрабатываемой заготовки;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.