1.5. Коленчатые валы
Технологический процесс устранения основных дефектов коленчатых валов (детали 150 В-1005020, 200-1005020, 11-6303-А и 21-1005011-Б)
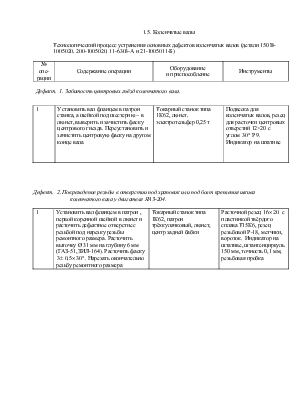
|
№ опе-рации |
Содержание операции |
Оборудование и приспособление |
Инструменты |
|
Дефект. 1. Забитость центровых гнёзд коленчатого вала. |
|||
|
1 |
Установить вал фланцем в патрон станка, а шейкой под шестерню – в люнет, выверить и зачистить фаску центрового гнезда. Переустановить и зачистить центровую фаску на другом конце вала |
Токарный станок типа 1К62, люнет, электротельфер 0,25 т |
Подвеска для коленчатых валов, резец для расточки
центровых отверстий 12×20 с углом |
|
Дефект. 2. Повреждение резьбы в отверстии под храповик или под болт крепления шкива коленчатого вала у двигателя ЯАЗ-204. |
|
1 |
Установить вал фланцем в патрон , первой коренной шейкой в
люнет и расточить дефектное отверстие с резьбой под нарезку резьбы ремонтного
размера. Расточить выточку Ø 31 мм на глубину 6 мм (ГАЗ-51, ЗИЛ-164). Расточить фаску |
Токарный станок типа 1К62, патрон трёхкулачковый, люнет, центр задней бабки |
Расточной резец |
|
№ опе-рации |
Содержание операции |
Оборудование и приспособление |
Инструменты |
|
Дефекты: 3. Износ шейки под ступицу шкивов. 4. Биение шейки под распределительную шестерню. 5. Износ шейки под распределительную шестерню. |
|||
|
1 |
Шлифовать для хромирования шейку вала под шестерню распределения до удаления следов износа и получения правильной геометрической формы. Шлифовать аналогично под хромирование посадочную шейку под шкив |
Круглошлифовальный станок типа 3160М |
Шлифовальный круг ПП |
Хромировать шлифованные шейки под распределительную шестерню и под шкивы до номинального диаметра плюс припуск на шлифование до 0,10 мм на диаметр. Хромирование производить согласно технологическому процессу хромирования стержней клапанов операции 2-12 (см. стр. 565-566).
|
2 |
При шлифовании коренных шеек коленчатого вала шлифовать хромированные шейки под распределительную шестерню и под ступицу шкива до номинального размера |
Станок для перешлифования шеек коленчатых валов типа 3А423, люнет |
Шлифовальный круг ПП |
Шлифованные шейки вала должны отвечать следующим техническим условиям: эллипсность и конусность коренных и шатунных шеек должны быть не более 0,01 мм у всех марок; при установке вала на двух крайних коренных шейках биение шейки под распределительную шестерню не должно превышать: у ЗИЛ-164 – 0,025 мм, у ЯАЗ-204 – 0,035 мм, ГАЗ-51 – 0,03 мм; биение шейки под ступицу шкивов не более: у ЯАЗ-200 – 0,10 мм и ГАЗ-51 – 0,04 мм.
При обработке шейки под шестерню сохранить перпендикулярность торцов первой коренной шейки к оси вала; отклонение на крайних точках должно быть не более: у ЗИЛ-164 – 0,05 мм, ЯАЗ-204 – 0,02 мм и ГАЗ-51 – 0,012 мм
|
Дефект. 6. Погнутость коленчатого вала. |
|
1 |
Установить вал на призмы центрового приспособления и править его до устранения биения в пределах 0,10 мм. Править вал статической нагрузкой. Отгиб повторять десятикратно в обратную сторону с выдержкой 3-5 мин. |
Приспособление с центрами и призмами. Гидравлический пресс 20 т ГАРО типа 208 |
Надставка на шейки вала при нажиме штоком пресса. Индикатор на штативе |
|
Дефект. 7. Износ задней шейки коленчатого вала ЯАЗ-204 по длине. |
|
1 |
Шлифовать торец 5-й коренной шейки до размера толщины щеки
не менее 26,60 мм (рис. 119), выдержав радиус галтели R= 1-й – 38,325-38,375 2-й – 38,575-38,625 3-й – 38,825-38,875 |
Электротельфер грузоподъёмностью 0,25 т, станок для перешлифовки шеек коленчатых валов типа 3А423 или круглошлифовальный станок типа 3160А, люнет, центры, поводковый хомутик |
Подвеска для валов, шлифовальный круг ПП ГОСТ 2424-60 Э № 25-16 СМ2 К. Микрометр 25-50 мм, шаблоны на длину шейки по ремонтным размерам, шаблон |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.